СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| Способ изготовления отростковых поковок штамповкой в разъемных матрицах | 1981 |
|
SU1006017A1 |
| Способ получения деталей с отростками | 1985 |
|
SU1402404A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| Способ получения тройников | 1985 |
|
SU1260095A1 |
| Способ изготовления поковок с отростками | 1987 |
|
SU1523236A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2111809C1 |
Использование: получение поковок с отростками типа тройников или крестовин, используемых .в узлах, работающих под высоким давлением. Сущность: прессование осуществляют в два этапа. На первом этапе заготовку размещают в матрице, выполненной с наклонной донной частью, образующая которой наклонена к плоскости, перпендикулярной оси давления под углом 30°... Усилие прикладывают к боковой поверхности заготовки со стороны, противоположной формированию бокового отростка. Формирование бокового отростка осуществляют до окончательного размера. На втором этапе прикладывают усилие деформирования к боковой поверхности заготовки до окончательного ее формирования, размещая ее в матрице с плоским дном. 5 ил.
Изобретение относится к области обработки металлов давлением в части получе- ния направленных волокон в боковых отростках и осевых штуцерах тройников или крестовин и может быть использовано в узлах работающих под высоким давлением с обеспечением требований по герметичности.
Известен способ изготовления поковок с боковыми отростками прессованием в разъемных матрицах путем выдавливания металла в боковые полости ручья осевым усилием прикладываемым к заготовке производя процесс прессования в две стадии: первоначально осуществляют предварительно формообразование отростков выдавливанием металла заготовки в открытые полости ручья давлением; окончательное оформление поковок с приложением усилия к торцам выдавленных отростков при снятом осевом усилии, действующее на заготовку в первой стадии (прототип).
Известные способы находят примене- . ние при получении боковых отростков диаметром
d 0,5-0,7DHl 1,5-2d,(1)
где d - диаметр бокового отростка;
D - диаметр осевого отростка;
I - длина бокового отростка.
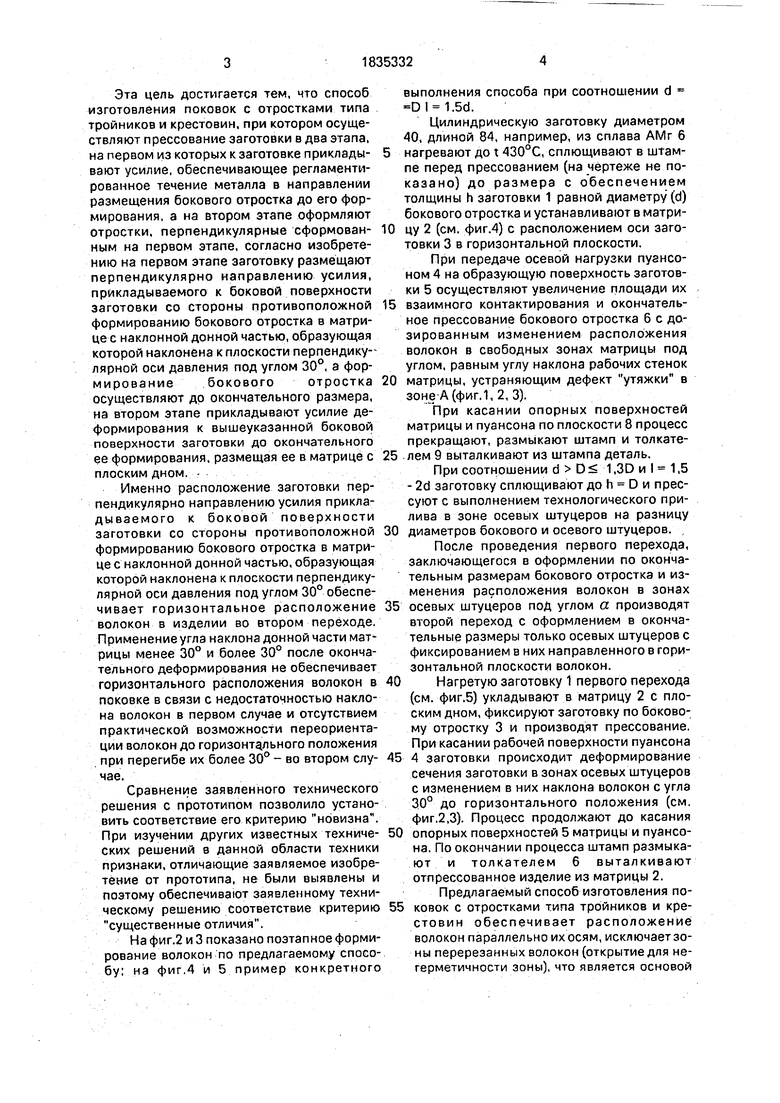
Однако при изготовлении тройников и крестовин с боковыми отростками с соотношением d 1 -1,3D и 1,5 - 2d (2) известные способы не могут быть использованы по причине образования в зоне А. (см. фиг,1) у тяжи н с нарушением сплошности боковой поверхности, вызванной концентрацией истечения металла в центральной зоне прессуемой заготовки.
Целью изобретения является повышение качества получаемых изделий.
со
GJ СП СО СО Ю
Эта цель достигается тем, что способ изготовления поковок с отростками типа тройников и крестовин, при котором осуществляют прессование заготовки в два этапа, на первом из которых к заготовке прикладывают усилие, обеспечивающее регламентированное течение металла в направлении размещения бокового отростка до его формирования, а на втором этапе оформляют отростки, перпендикулярные сформованным на первом этапе, согласно изобретению на первом этапе заготовку размещают перпендикулярно направлению усилия, прикладываемого к боковой поверхности заготовки со стороны противоположной формированию бокового отростка в матрице с наклонной донной частью, образующая которой наклонена к плоскости перпендику-- лярной оси давления под углом 30°, а формирование бокового отростка осуществляют до окончательного размера, на втором этапе прикладывают усилие деформирования к вышеуказанной боковой поверхности заготовки до окончательного ее формирования, размещая ее в матрице с плоским дном. .--...
Именно расположение заготовки перпендикулярно направлению усилия прикладываемого к боковой поверхности заготовки со стороны противоположной формированию бокового отростка в матрице с наклонной донной частью, образующая которой наклонена к плоскости перпендикулярной оси давления под углом 30° обеспечивает горизонтальное расположение волокон в изделии во втором переходе. Применение угла наклона донной части матрицы менее 30° и более 30° после окончательного деформирования не обеспечивает горизонтального расположения волокон в поковке в связи с недостаточностью наклона волокон в первом случае и отсутствием практической возможности переориентации волокон до горизонтального положения при перегибе их более 30° - во втором случае.
Сравнение заявленного технического решения с прототипом позволило установить соответствие его критерию новизна. При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и поэтому обеспечивают заявленному техническому решению соответствие критерию существенные отличия.
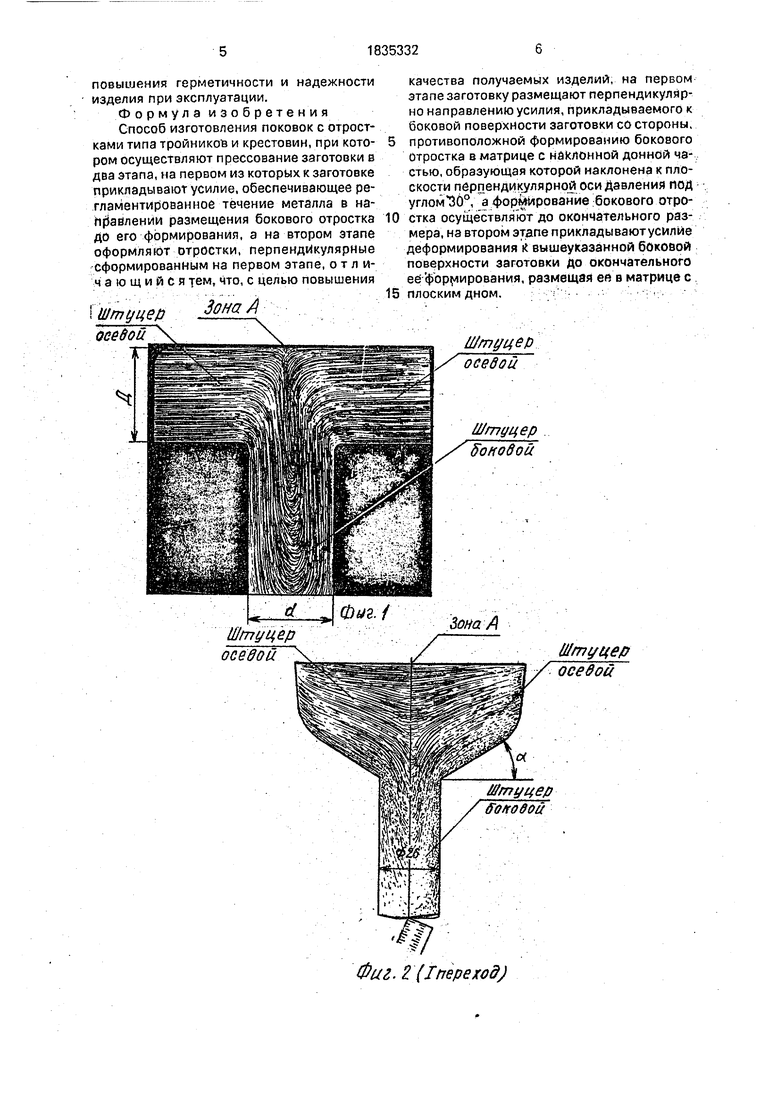
На фиг.2 и 3 показано поэтапное формирование волокон по предлагаемому способу; на фиг.4 и 5 пример конкретного
выполнения способа при соотношении d D 1.5d.
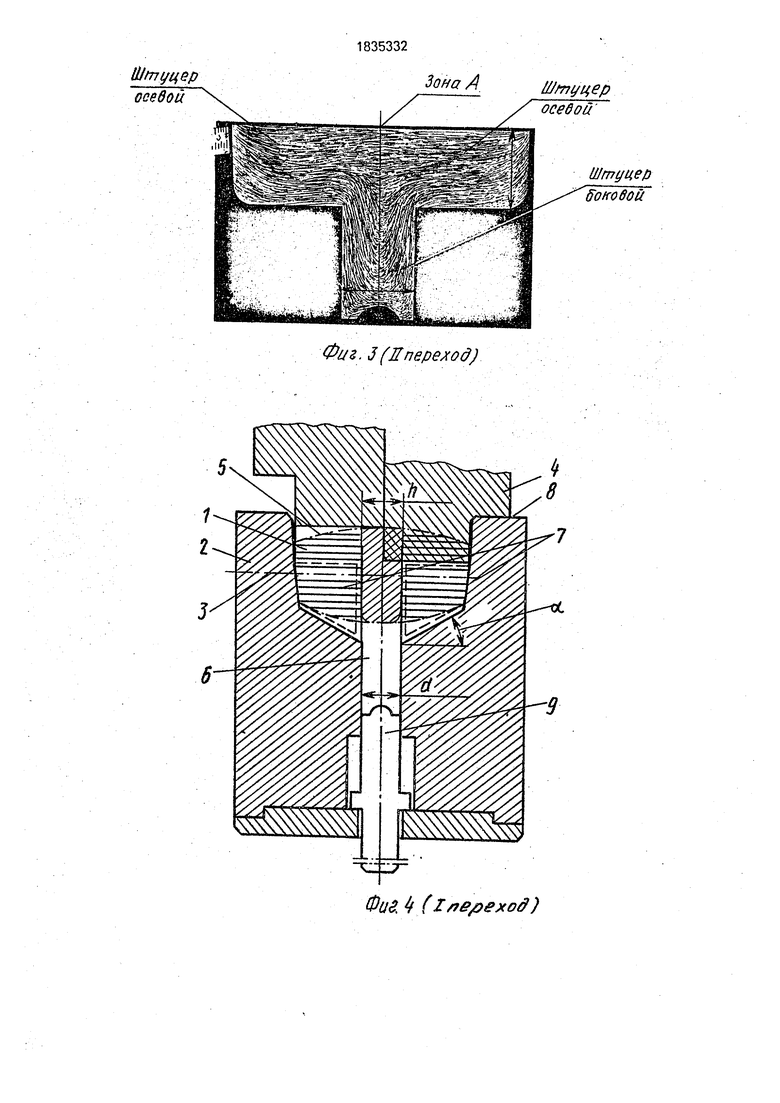
Цилиндрическую заготовку диаметром 40, длиной 84, например, из сплава АМг 6
нагревают до t 430°С, сплющивают в штампе перед прессованием (на чертеже не показано) до размера с обеспечением толщины h заготовки 1 равной диаметру (d) бокового отростка и устанавливают в матрицу 2 (см, фиг.4) с расположением оси заготовки 3 в горизонтальной плоскости.
При передаче осевой нагрузки пуансоном 4 на образующую поверхность заготовки 5 осуществляют увеличение площади их
взаимного контактирования и окончательное прессование бокового отростка 6 с дозированным изменением расположения волокон в свободных зонах матрицы под углом, равным углу наклона рабочих стенок
матрицы, устраняющим дефект утяжки в зоне А (фиг. 1, 2, 3).
При касании опорных поверхностей матрицы и пуансона по плоскости 8 процесс прекращают, размыкают штамп и толкателем 9 выталкивают из штампа деталь.
При соотношении d D 1,3D и I - 1,5 - 2d заготовку сплющивают до h D и прессуют с выполнением технологического прилива в зоне осевых штуцеров на разницу
диаметров бокового и осевого штуцеров. , После проведения первого перехода, заключающегося в оформлении по окончательным размерам бокового отростка и изменения расположения волокон в зонах
осевых штуцеров под углом а производят второй переход с оформлением в окончательные размеры только осевых штуцеров с фиксированием в них направленного в горизонтальной плоскости волокон.
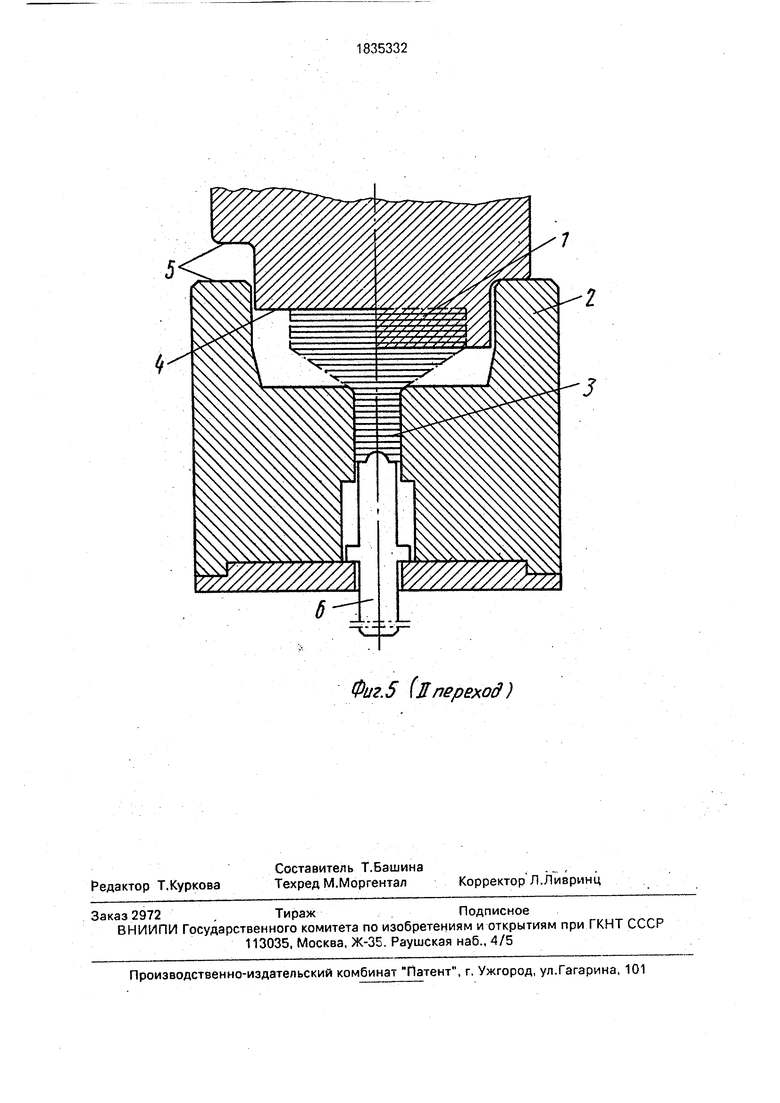
Нагретую заготовку 1 первого перехода (см. фиг.5) укладывают в матрицу 2 с плоским дном, фиксируют заготовку по боковому отростку 3 и производят прессование. При касании рабочей поверхности пуансона
4 заготовки происходит деформирование сечения заготовки в зонах осевых штуцеров с изменением в них наклона волокон с угла 30° до горизонтального положения (см. фиг.2,3). Процесс продолжают до касания
опорных поверхностей 5 матрицы и пуансона. По окончании процесса штамп размыкают и толкателем 6 выталкивают отпрессованное изделие из матрицы 2. Предлагаемый способ изготовления поковок с отростками типа тройников и крестовин обеспечивает расположение волокон параллельно их осям, исключает зоны перерезанных волокон (открытие для негерметичности зоны), что является основой
повышения герметичности и надежности изделия при эксплуатации.
Ф о р м у л а и з о б р е т е н и я Способ изготовления поковок с отростками типа тройникоъ и крестовин, при котором осуществляют прессование заготовки в два этапа, на первом из которых к заготовке прикладывают усилие, обеспечивающее регламентированное течение металла в на- пр айленйи размещения бокового отростка до его формирования, а на втором этапе оформляют отростки, перпендикулярные сформированным на первом этапе, о т л и- ч а ю щ и и с я тем, что, с целью повышения
Штуцер Зона А
5
качества получаемых изделий, на первом этапе заготовку размещают перпендикулярно направлению усилия, прикладываемого к боковой поверхности заготовки со стороны, противоположной формированию бокового отростка в матрице с наклонной донной частью, образующая которой наклонена к плоскости перпендикулярной оси Давления под углом 30°, а формирование бокового отростка осуществляют до окончательного размера, на втором этапе прикладываютусилйе деформирования к вышеуказанной боковой поверхности заготовки до окончательного ее формирования, размещая eft в матрице с
ПЛОСКИМ ДНОМ.;,.;
Штуцер
осевой
Штуцер тоновой
Штуцер осе&ой
Фиг. 2 (Тпере ход)
Штуцер
Фиг. 3 (Япереход)
Зона А
Штуцер
ФиЈ If (Z/repexod)
Фиг5 ($переход)
| Способ штамповки изделий с боковыми отростками | 1977 |
|
SU721227A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления отростковых поковок штамповкой в разъемных матрицах | 1981 |
|
SU1006017A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
