:
Известны штампы для резки труб, в которых зажим трубы между двумя частями матрицы осуществляется с помощью клина. В этих щтампах возможна деформация труб в процессе резки.
Предложенный штамп лишен этого недостатка. Он отличается от известных тем, что подвижные части матрицы выполнены подпружиненными и поворачиваются в рабочее положение с помощью трубы, находящейся под действием пуансона.
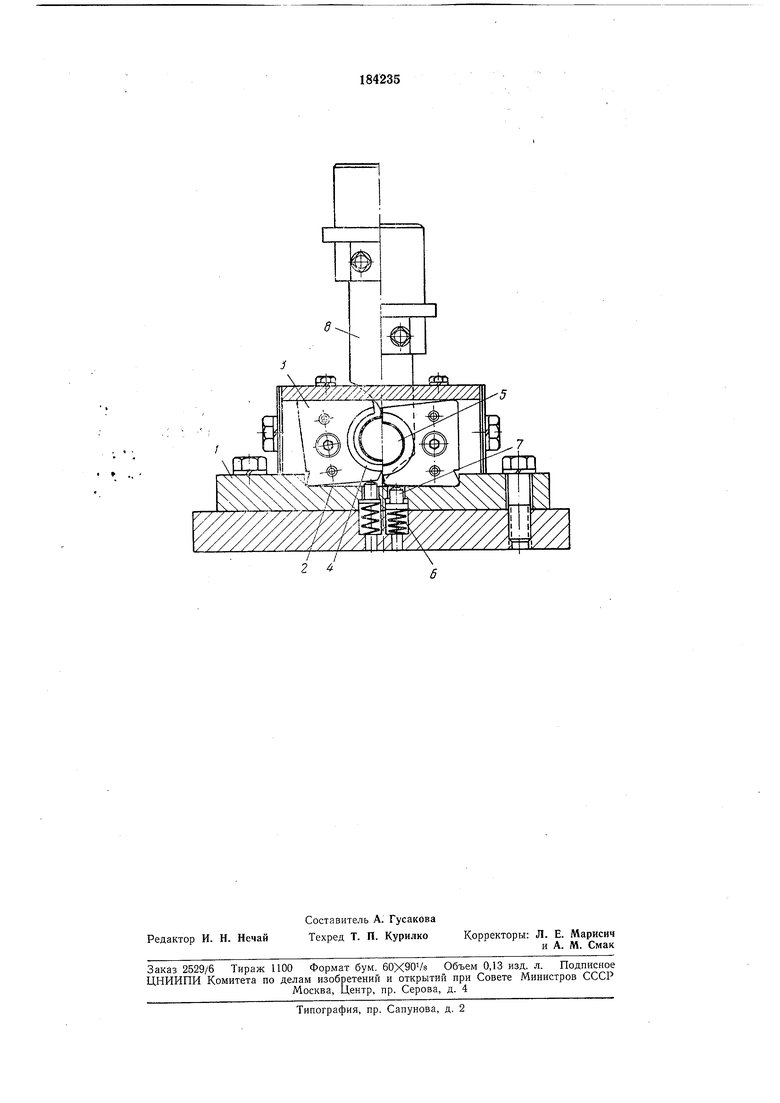
Па чертеже изображен предлагаемый щтамп.
В нижней части / штампа имеется гнездо 2 для размещения частей матрицы 3. В этих частях имеются ложементы 4 для установки и зажима трубы 5.
В верхнем положении части матрицы 3 отжимаются пружинами 6 через упоры 7 и труба 5 свободно размещается в ложементах 4.
При опускании пуансона 8 последний, касаясь трубы 5, передает через нее усилие на части матрицы 3, которые, упираясь в стенки
гнезда 2 нижней части / штампа, поворачиваются и плотно зажимают трубу 5.
После резки, когда пуансон 8 уходит в верхнее положение, части матрицы 3 вновь отжимаются пружинами 6 через упоры 7, освобождая трубу 5.
При настройке штампа для резки труб другого диаметра части матрицы 3 заменяются частями матрицы с соответствующим диаметром ложементов.
Предмет изобретения
Штамп для резки труб, содержащий пуансон и сменную матрицу, выполненную в виде
двух помещенных в гнезде нижней части штампа подвижных одна относительно другой частей, имеюшзх ложементы в виде полуколец для установки и зажима трубы, отличающийся тем, что, с целью предотвращения деформации трубы, подвижные части матрицы выполнены подпружиненными и поворачиваемыми в рабочее положение посредством трубы, находящейся под действием пуапсона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1976 |
|
SU733885A1 |
| Штамп для деформирования концов труб | 1990 |
|
SU1784366A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Штамп для резки профильного проката | 1988 |
|
SU1648649A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
| Штамп для выдавливания наружной резьбы на полых деталях | 1985 |
|
SU1315100A1 |