Фрезерные станки для обработки поперечных пазов различной глубины известны.
Предлагаемый полуавтомат позволяет вести обработку пазов, например на ключах английских замков, рабочей головкой, снабженной набором протялсек, автоматически перенастраиваемых посредством набора кулачков, поворачиваемых храповым механизмом на шаг при каждом ходе головки.
Благодаря этому можно изменять комбинации глубин пазов.
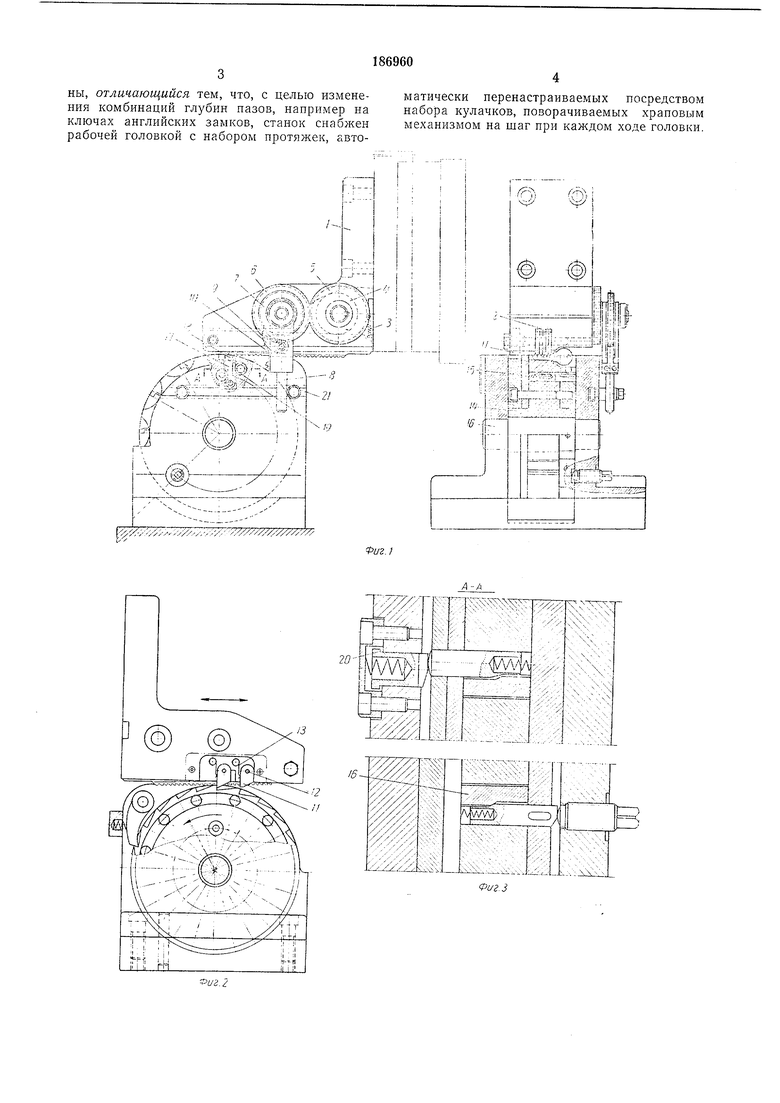
На фиг. 1 изображен общий вид описываемого полуавтомата в двух проекциях; на фиг. 2 - дополнительная проекция (поясняет автоматику поворота барабана приспособления) ; на фиг. 3 - сечение по А-А на фиг. 1 (поясняет крепление изделия в рабочей позиции).
Предлагаемый полуавтомат состоит из двух основных частей: из приспособления для автоматического зажима, транспортировки и разгрузки изделий и рабочей головки.
В корпусе рабочей головки /, на оси, расположены пять протяжек 2, подтянутых с одного конца пружинами 3 к пяти профильным кулачкам 4. Последние посажены на шпонке оси, причем шпоночный паз в каждом кулачке смешен относительно профиля соседнего кулачка на 72°.
креплено зубчатое колесо 5, зацепляюшееся с колесом 6, приводимым во враш,ение храповиком 7 через рычаг 8 с собачкой 9, подпружиненной пружиной 10. На другой стороне головки расположены две собачки 11 на осях 12, подпружиненных пружинами /3.
В корпусе приспособления для зажима, транспортировки и разгрузки изделий свободно вращается барабан 14 с храповиком 15 на
оси 16. В барабане расположено двенадцать гнезд для изделия с прихватами 17, подпружиненных пружинами 18. Изделие в рабочей позиции крепится клиновым зажимом 19 через подпружиненный упор 20.
Перед началом работы головку устанавливают в рабочее положение относительно обрабатываемого изделия, закрепленного в приспособлении Б рабочей позиции, и регулируют ход ползуна станка. При каждом ходе ползуна с головкой 1 барабан 14 поворачивается собачками // через храповик 15 на угол 30°, а рычаг 8 с собачкой 9, встречая на своем пути упоры 21, поворачивает через храповик 7 и зубчатые колеса б и 5 профпльные кулачки 4,
таким образом автоматически изменяя глубину протягивания каж,п,ого паза.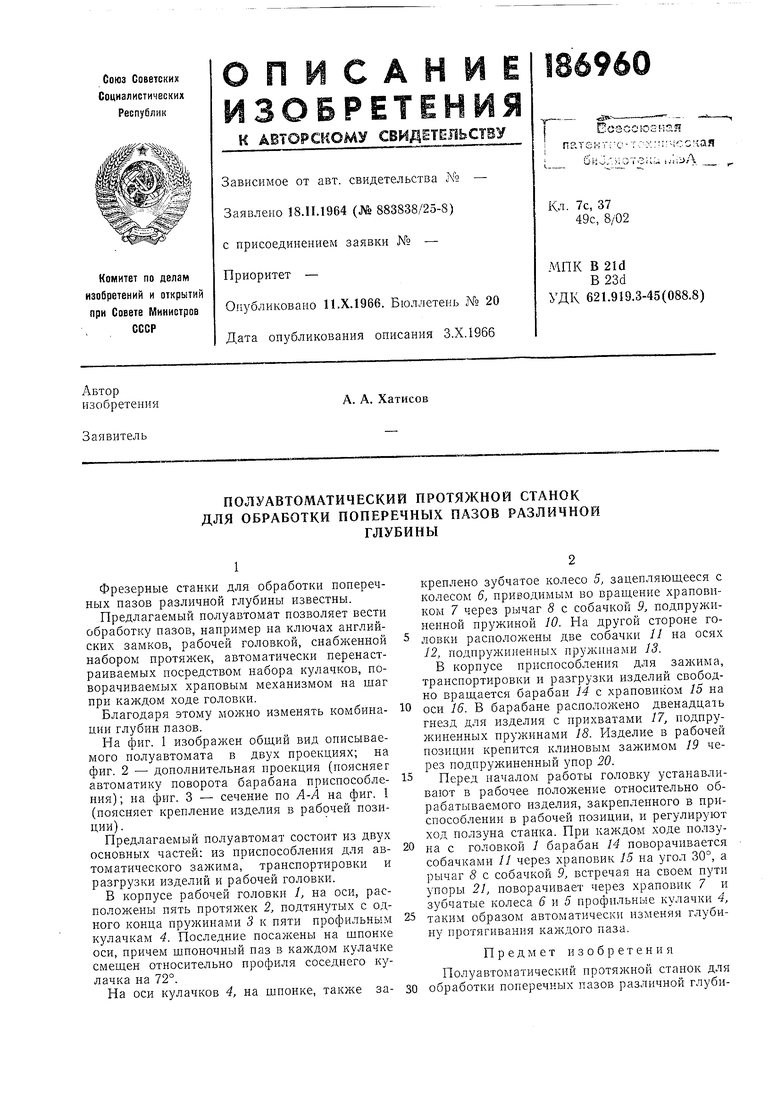
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ УКЛАДКИ МНОГОСЛОЙНОЙ ПАЗОВОЙ ИЗОЛЯЦИИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU383167A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Полуавтомат для обработки пазов | 1977 |
|
SU707703A1 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| Револьверная головка | 1980 |
|
SU908544A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |