В настоящее время укладка фасонного проката, например, швеллера на рольганге перед резкой на мерные длины выполняется вручную.
Предложенное устройство позволяет механизировать операцию групповой укладки фасонного проката на рольганге.
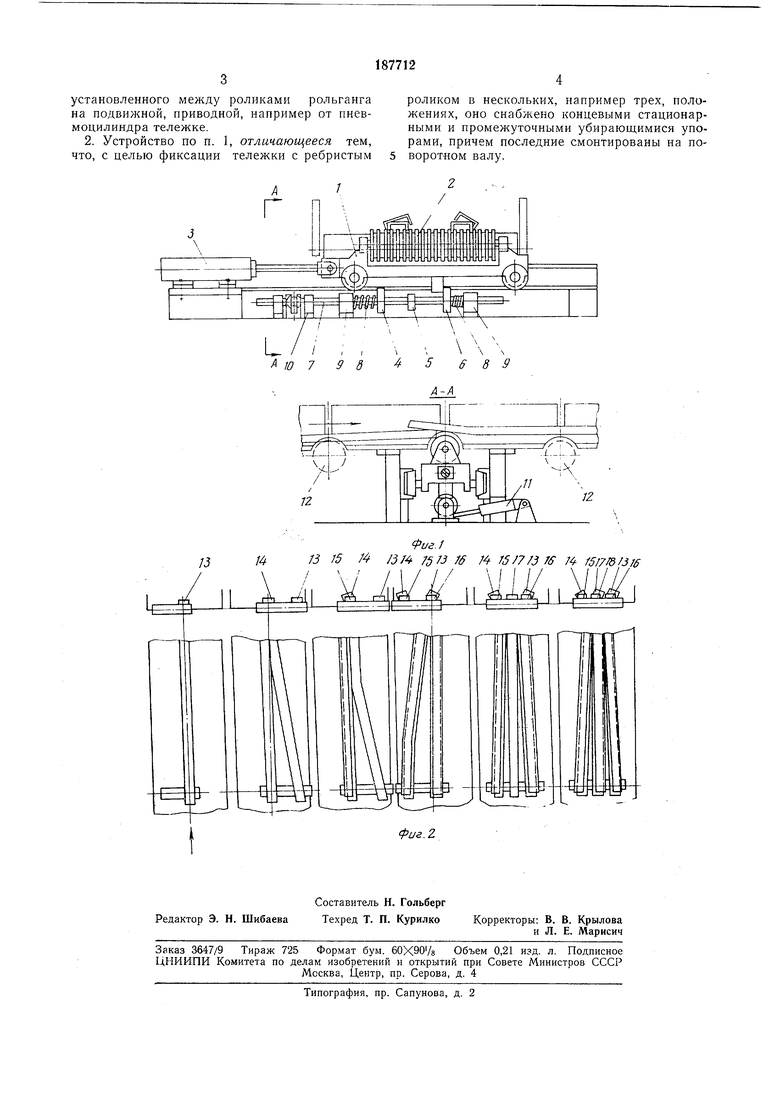
На фиг. 1 представлено устройство, общий вид и разрез ио А-.4; на фиг. 2 - показана последовательность групповой укладки фасонного проката на примере пхвеллера.
Устройство состоит из тележки / с ребристым роликом 2, свободно вращающимся на оси пневмоцилиндра 3 для перемещения тележки, упоров 4, 5 и 6, укрепленных на валу/ с пружинами 8 для смягчения ударов тележки в упоры, опор 9, 10, в которых перемещается и поворачивается вал, и пневмоцилиндра // для поворачивания вала с упорами.
Устройство устанавливается между двумя роликами рольганга 12.
Ребристый ролик устройства приподнят относительно рольганга так, что задний конец прокатанной штуки зависает над роликом и это дает возможность задавать под нее следующую штуку, выходящую из клети.
Работает устройство следующим образом.
Перед прокаткой первой штуки тележка с роликом отводится к левому упору 4. Пропускается первая штука 13, затем тележка с роликом вместе с задним концом штуки отодвигается к правому упору 6. Пропускается штука 14, под которую задается штука 15. Вместе с концами уже трех штук тележка с роликом снова перемещается до левого упора 4 и под штуку 13 задается штука 16. После этого поворачивается промежуточный упор 5, который до этого был повернут так, чтобы не мешал передвижению телел ки между крайними упорами, и тележка с роликом вместе с концами четырех штук перемещается к нему. В промежутках между штуками 14, 15 и 13, 16 пропускается штука 17, под которую задается штука 18. После окончания процесса укладки прокат по рольгангу подается к пилам для резки на мерные длины. Затем цикл повторяется.
Предмет изобретения
1. Устройство для групповой укладки фасонного проката на рольганге, отличающееся тем, что, с целью механизации операций укладки, оно выполнено в виде приподнятого относительно рольганга ребристого ролика.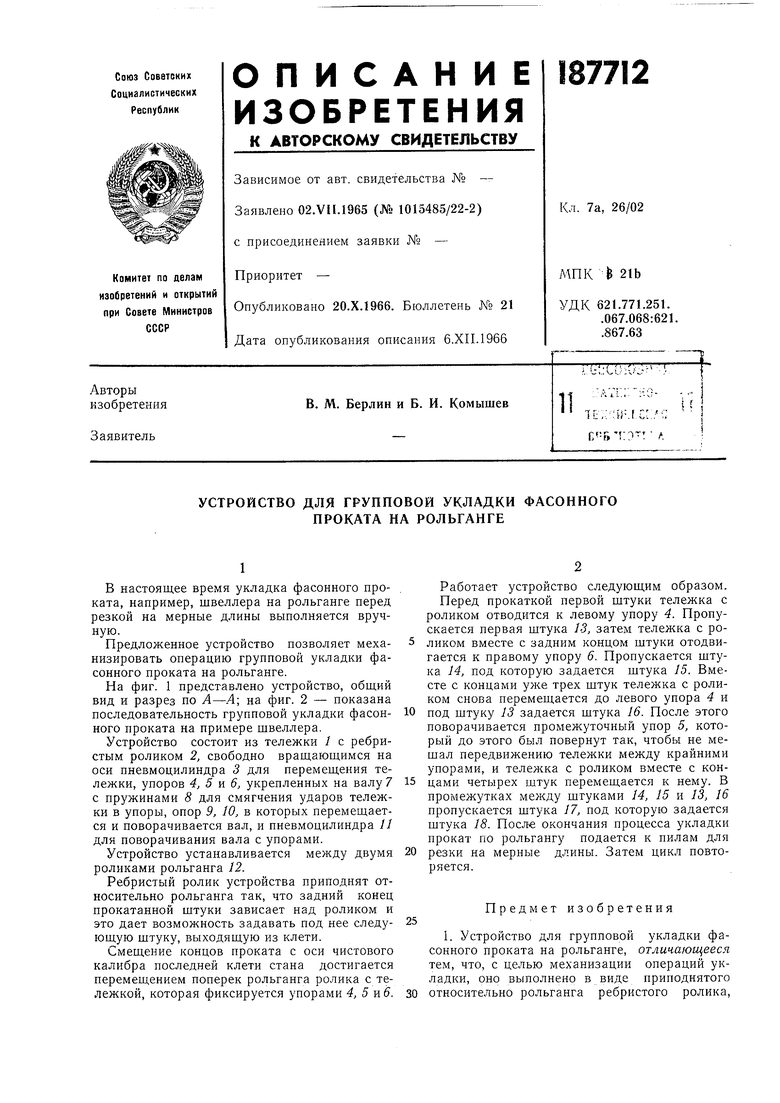
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Установка для групповой резки и укладки кирпича | 1984 |
|
SU1357236A1 |
| Устройство для мерной резки проката | 1984 |
|
SU1212715A1 |
| Приводной рольганг | 1990 |
|
SU1722973A1 |
| Клапанный сбрасыватель проката | 1978 |
|
SU774652A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |