Известные способы управления неразветвленными конвейерными линиями, предназначенными для транспортировки материалов, предусматривают поочередный запуск всех конвейеров линии либо в направлении грузового потока (с включением каждого конвейера при подходе материала к концу предыдущего по направлению грузового потока конвейера), либо в обратном направлении {с включением каждого конвейера после разгона до номинальной скорости последующего по направлению грузового потока конвейера).
Запуск лииии в направлении грузового потока возможен только при включении полиостью разгруженной линии; запуск в направлении против грузового потока - в любом случае, причем время этого запуска определяется суммарным временем разгона всех конвейеров линии. Одиако при наличии хотя бы отдельных незагруженных участков линии этот способ управления приводит к простоям механизмов, подающих материал в линию, и холостому пробегу незагруженных конвейеров, т. е. к снижению производительности линии и относящегося к ией комплекса механизмов и перерасходу электроэнергии, что особенно ощутимо при управлении конвейерными линиями большой длины и производительности.
конвейерной линии или ее частей в зависимости от того, загружены или разгружены отдельные участки или лииия в целом.
Загруженные участки линии запускаются D направлении против грузового потока, причем каждый из конвейеров этого участка включается только после полного разгона последующего по иаправлению грузового потока
конвейера по получении сигнала от его датчика скорости. Одновременно с этим- разгруженные участки лииии запускаются по иаправлению грузового потока, причем кажд.ъш из коивейеров этого участка включается при
иодходе транспортируемого материала к хвостовой части предыдущего по иаправлепию грузового потока конвейера по сигналу от датчика наличия материала на предыдущем конвейере. При этом осуществляется необходимый контроль запуска включающегося конвейера по сигналу от его датчика скорости, который должен поступить не позже допустимого времени запуска этого конвейера.
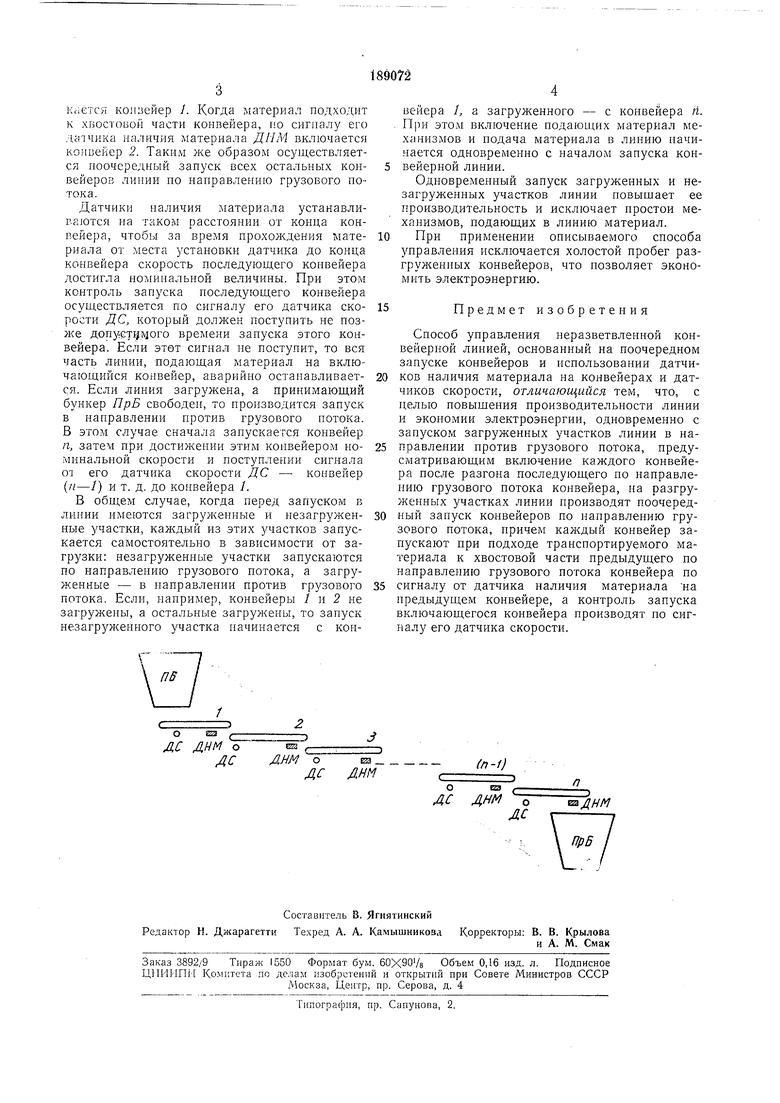
На чертеже условно изображена конвейерпая линия и узлы, поясняющие существо описываемого способа.
кается кошзейер У. Когда материал подходит к хвостовой части конвейера, по сигналу его .Чотчика наличия материала ДНМ включается конвейер 2. Таким же образом осугцествляется иоочередный запуск всех остальных конвейеров линии но нанравлению грузового нотока.
Датчики наличия материала устанавлиp.ajOTCH на таком расстоянии от конца конпейера, чтобы за время прохождения материала от места установки датчика до конца конвейера скорость последующего конвейера достигла номинальной величины. При этом контроль запуска последующего конвейера осуществляется по сигналу его датчика скорости ДС, который должен поступить не позлее допустр мого времени запуска этого конвейера. Если этет сигнал не поступит, то вся часть линии, подающая материал на включающийся конвейер, аварийно останавливается. Если линия загружена, а принимающий бункер ПрБ свободен, то производится запуск в направлении против грузового иотока. В этом случае сначала запускается конвейер п, затем при достижении этим конвейером номинальной скорости и поступлении сигнала 01 его датчика скорости ДС - конвейер (/;-/) и т. д. до конвейера /.
В общем случае, когда перед запуском в линии имеются загруженные и незагруженные участки, каждый из этих участков запускается самостоятельно в зависимости от загрузки: незагруженные участки запускаются по направлению грузового потока, а загруженные - в направлении против грззового потока. Если, например, конвейеры 1 и 2 не загружены, а остальные загружены, то запуск незагруженного участка начинается с конвейера /, а загруженного - с конвейера /г. При этом включение подающих материал механизмов и подача материала в линию начинается одновременио с началом запуска конвейерной линии.
Одновременный запуск загруженных и незагруженных участков линии повышает ее производительность и исключает иростои механизмов, подающих в линию материал.
При применении описываемого способа управления исключается холостой пробег разгрул енных конвейеров, что позволяет экономить электроэнергию.
Предмет изобретения
Способ управления неразветвленной конвейерной линией, основанный на поочередном запуске конвейеров и использовании датчиков наличия материала на конвейерах и датчиков скорости, отличающийся тем, что, с целью повышения производительиости линии и экономии электроэнергии, одновременно с запуском загруженных участков линии в направлении против грузового потока, предусматривающим включение каждого конвейера после разгона последующего но направлению грузового потока конвейера, на разгруженных участках линии производят поочередный заиуск конвейеров по направлению грузового потока, причем каждый конвейер запускают при подходе транспортируемого материала к хвостовой части предыдущего по направлению грузового потока конвейера по
сигналу от датчика наличия материала на предыдущем конвейере, а контроль запуска включающегося конвейера производят по сигналу его датчика скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОНВЕЙЕРОМ | 1973 |
|
SU388244A1 |
| Устройство для управления запуском конвейерной линии | 1974 |
|
SU570525A1 |
| Устройство для автоматического управления неразветвленной конвейерной линией | 1977 |
|
SU744441A2 |
| Способ управления конвейерной линией | 1982 |
|
SU1500583A1 |
| СПОСОБ УПРАВЛЕНИЯ РАЗВЕТВЛЕННОЙ КОНВЕЙЕРНОЙЛИНИЕЙ | 1969 |
|
SU233770A1 |
| УСТРОЙСТВО для ДИСТАНЦИОННОГО АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ШАХТНЫМИ КОНВЕЙЕРНЫМИ ЛИНИЯМИ | 1968 |
|
SU208070A1 |
| Устройство для управления пуском конвейерной линии | 1987 |
|
SU1502440A1 |
| Способ управления системой конвейеров при селективном транспортировании сыпучих материалов различного вида | 1983 |
|
SU1115979A1 |
| Способ управления системой конвейеров при селективном транспортировании сыпучих материалов различного вида | 1983 |
|
SU1204512A1 |
| СПОСОБ УПРАВЛЕНИЯ КОНВЕЙЕРНОЙ ЛИНИЕЙ | 1970 |
|
SU278821A1 |
