Известны устройства периодического действия для закалки торцов цилиндрических деталей, состоящие из индуктора и подъемника с вращающимся шнинделем, с помощью которого «сырое изделие, укрепленное в шпинделе, подается для нагрева торца под закалку в зону индуктора и вращается во время нагрева.
Описываемое устройство отличается тем, что оно выполнено в виде установленных на поворотной рал1е отсекателей. Это упрощает конструкцию и позволяет повысить производительность процесса закалки торцов цилиндрических деталей. Кроме того, для вращения нагреваемых изделий в зоне нагревателя устройство снабжено стационарным вращающимся роликом и роликом, установленным на качающейся раме и являющимся одновременно отсекателем.
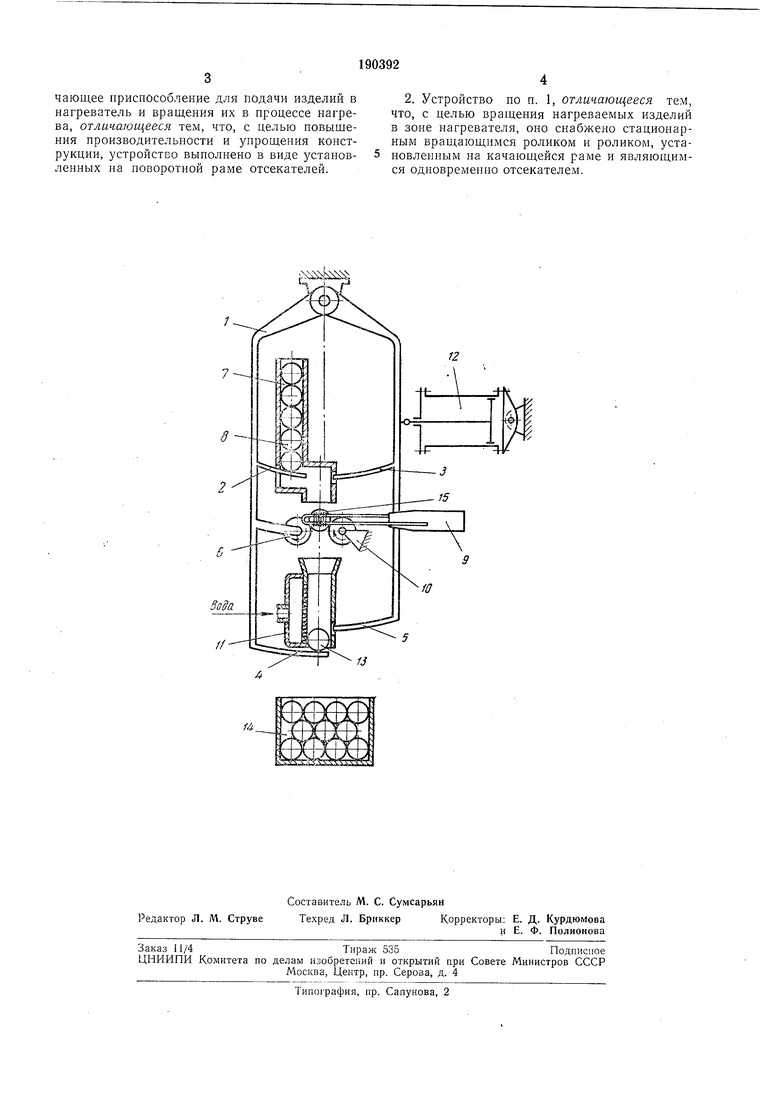
На чертеже показано описываемое устройство.
Оно выполнено в виде качающейся рамы /, на которой укреплены отсекатели 2, 3, 4 и 5 и вращающийся ролик 6, и снабжено вертикальным магазином 7 с «сырыми заготовками 8, нагревателем 9 (индуктор с ферритовым магнитонроводом), вращающимся роликом 10, стационарно расположенным в зоне нагревателя, и спрейером (камера охлаждения) 11.
При движении качающейся рамы влево от исходного ноложения (изображенного на чертеже) с помощью привода 12 (например, пневмоцилиидра) отсекатель 4 открывает отверстие спрейера и закаленное изделие 13 выдается из устройства, нанример, в тару 14; отсекатель 5 в это время перекрывает отверстие спрейера; нагретое изделие 15, вращающееся на роликах 6 и 10 в зоне нагревателя, при отходе влево ролика-отсекателя 6 перемещается в спрейер и удерживается в нем на отсекателе 5; «сырое изделие 8 при отходе влево отсекателя 2 опускается под действием собственного веса и удерживается от выпадения в
нагреватель отсекателем 3. При возвращении качающейся рамы в исходиую позицию все отсекатели и ролик 6 занимают первоначальное положение; очередное закаливаемое изделие отсекателем 2 выдается на ролики 6 к W в
зону нагревателя, а ионавшее в спрейер изделие перемен,ается отсекателем 5 на отсекатель 4.
Таким образом, продолжительность цикла определяется ирактически лишь временем, необходимым для нагрева изделия в нагревателе.
чающее приспособление для подачи изделий в нагреватель и вращения их в процессе нагрева, отличающееся тем, что, с целью повышения производительности и упрощения конструкции, устройство выполнено в виде установленных на поворотной раме отсекателей.
2. Устройство по ц. 1, отличающееся тем, что, с целью вращения нагреваемых изделий в зоне нагревателя, оно снабжено стационарным вращающимся роликом и роликом, установленным на качающейся раме и являющимся одновременно отсекателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической обработки цилиндрических деталей | 1982 |
|
SU1090731A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2160791C1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1998 |
|
RU2130507C1 |
| Станок для закалки цилиндрических деталей | 1985 |
|
SU1353827A1 |
| АВТОМАТ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ И ОТПУСКА СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1968 |
|
SU206613A1 |
| Устройство для закалки изделий | 1976 |
|
SU616297A1 |
| Установка для закалки | 1979 |
|
SU945193A1 |
; iiii-
/4
