Изобретение относится к области термической обработки и может быть использовано при индукционном нагреве под закалку цилиндрических деталей, например пальцев звена гусеницы без головки.
Цель изобретения - повышение стабильности зоны закалки.
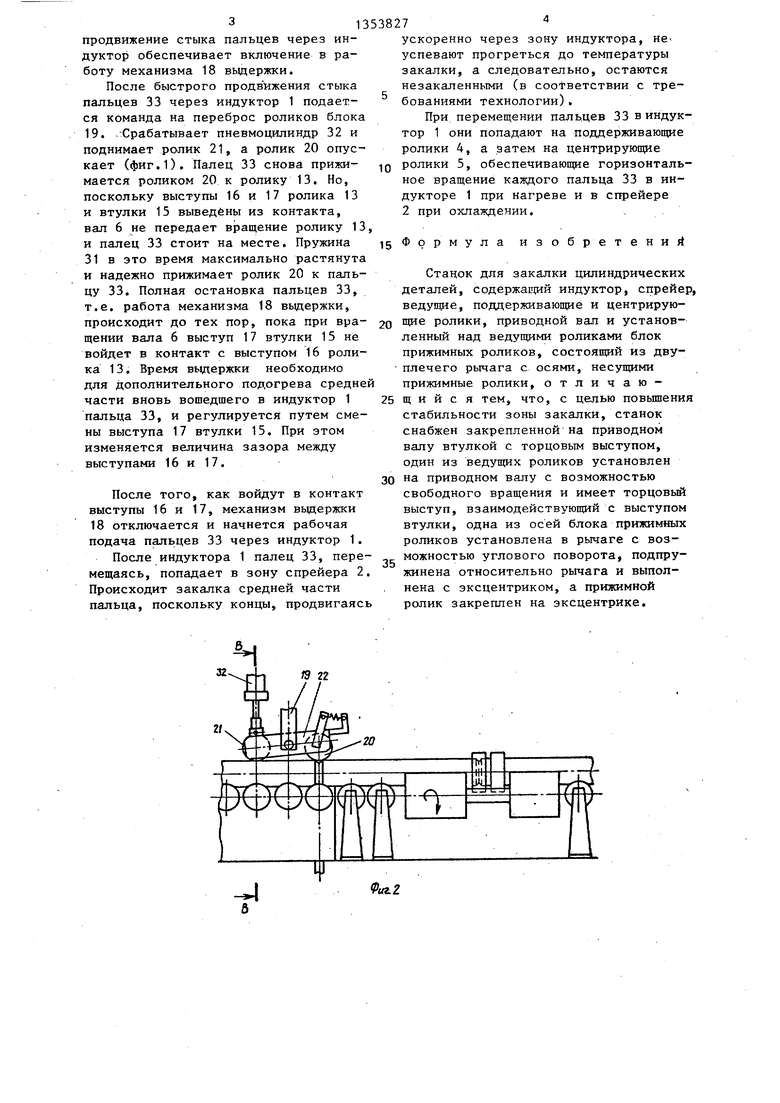
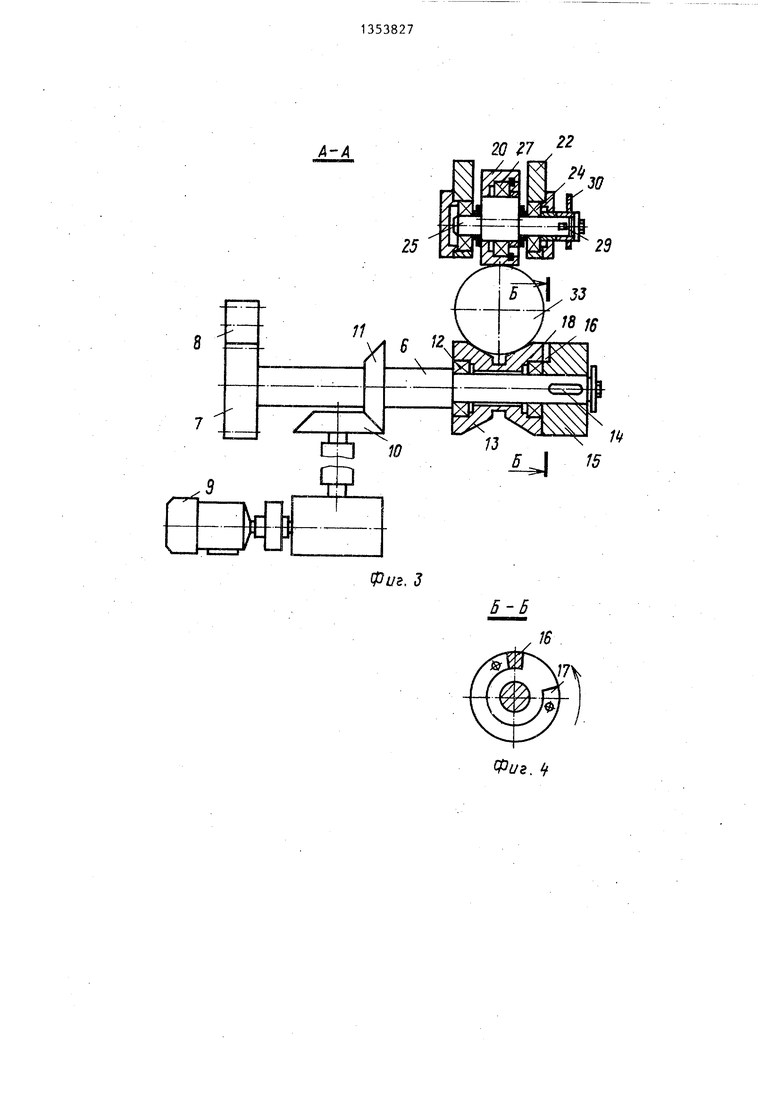
На фиг.1 изображен станок, общий вид, в момент продвижения деталей через индуктор с рабочей подачей; на фиг.2 - то же, в момент продвижения стыка двух деталей через индуктор; на фиг.З - разрез А-А на фиг.1{ на фиг,4 - разрез Б-Б на фиг,3; на фиг,5 - разрез В-В на фиг.2,
Станок содержит индуктор 1, спре- йер 2, механизм подачи, выполненный в виде ряда кинематически связанных ведущих роликов 3, а также поддерживающие ролики 4 и центрирующие ролики 5. Ролики 3 получают ускоренное вращение от приводного вала 6 через пару сменных зубчатых колес 7 и 8, а вращение на приводной вал передается от электродвигателя 9 через коническую пару 10 и 11,
На приводном валу 6 на подшипниках 12 качения установлен один из ведущих роликов 13 (ролик рабочей подачи), и на шпонке 14 - втулка 15. Ролик 13 и втулка 15 на торцах, обращенных друг к другу, имеют взаимодействующие между собой выступы 16 и 17 и образуют механизм 18 выдержки Торцовый выступ 17 втулки 15 выполнен сменным, что позволяет регулировать зазор между торцовыми выступами 16 и 17, а следовательно, время выдержки при наладке станка.
i
Над ведущими роликами 3 и 13 установлен блок 19 прижимных роликов 20 и 21, срстояпщй из двуплечего рычага 22, ус ановленного на оси 23. На концах рычага 22 установлены оси, несущие прижимные ролики 20 и 21; на одном конце в подшипниках 24 качения установлена ось 25, на другом - закреплена ось 26, Ось 25 выполнена с эксцентриком, а прижимной ролик 20 установлен на эксцентрике на подшипнике 27 качения. Прижимной ролик 21 установлен на оси 26 на подшипнике 28 качения. На оси 25 с помощью шпонки 29 установлен рычаг 30, на котором закреплена пружина 31 растяжения второй конец которой соединен с рычагом 22. Рычаг 22 связан с приводом поворота, например пневмоцилиндром 32. Станок работает в непрерывном режиме следующим образом.
Деталь 33, например палец звена гусеницы, из бункера (не показан) или с предыдущей операции механической обработки rtpH встройке станка- в
автоматическую линию (не показано) поступает на ведующие ролики 3 механизма подачи. Ускоренное врещение роликов 3 обеспечивает быстрое перемещение пальца 33, который догоняет
ряд предыдущих пальцев, один из которых в это время проходит через индуктор 1.
,В это время рычаг 22 с помощью пневмоцилиндра 32 занимает положение,
при котором опущен ролик 20. В этом положении ролик 20 прижимается к пальцу 33 и эксцентрик оси 25 пере- меп;ен вверх. При этом поворачивается влево связанный.жестко с осью 25 рычаг 30 и растягивает пружину 31. Палец 33 оказывается зажатым между роликами 20 и 13. В это время торцовые выступы 16 и 17 ролика 13 и втулки 15 находятся в контакте. Перемещение
пальцев 33 происходит с рабочей подачей (фиг.1). В момент подхода стыка пальцев 33 (конец предыдущего и начало последующего) к зоне индуктора 1 подается команда на переброс
роликов блока 19. Срабатывает пневмо- цилиндр 32 и опускает ролик 21 (фиг.2), прижимая палец 33 к роликам 3 ускоренной подачи, - происходит быстрое продвижение стыка пальцев через индуктор и их концы не успевают прогреться до закалочной температуры, В этот момент ось 25 под действием пруяЛ ны 31 поворачивается эксцентриком вниз и, таким образом, поднятый
ролик 20 тоже касается пальца 33, а прзгжина 31 при повороте рычага 30 вправо несколько сжимается и хотя с меньшим усилием, но прижимает па- лец 33 роликом 20 к ролику 13. А так.
как ролик 13.вращается медлепее роликов 3, то быстро передвигаемый роликами 3 палец 33 увлекает за собой и ролик 13, установленный на приводном валу 6 с возможностью свободного вращения, заставляя его вращаться быстрее (обгоняя вал), выводит из контакта выступы 16 и 17 и раздвигает их с образованием зазора между ними. Таким образом, быстрое
продвижение стыка пальцев через индуктор обеспечивает включение в работу механизма 18 выдержки.
После быстрого продвижения стыка пальцев 33 через индуктор 1 подается команда на переброс роликов блока 19. -Срабатывает пневмоцилиндр 32 и поднимает ролик 21, а ролик 20 опускает (фиг.1). Палец 33 снова прижимается роликом 20 к ролику 13. Но, поскольку выступы 16 и 17 ролика 13 и втулки 15 выведены из контакта, вал 6 не передает вращение ролику 13 и палец 33 стоит на месте. Пружина 31 в это время максимально растянута и надежно прижимает ролик 20 к пальцу 33. Полная остановка пальцев 33, т.е. работа механизма 18 вьщержки, происходит до тех пор, пока при вращении вала 6 выступ 17 втулки 15 не войдет в контакт с выступом 16 ролика 13. Время вьщержки необходимо для дополнительного подогрева средне части вновь вошедшего в индуктор 1 пальца 33, и регулируется путем смены выступа 17 втулки 15. При этом изменяется величина зазора между выступами 16 и 17.
30 на приводном валу с возможностью свободного вращения и имеет торцовый выступ, взаимодействующий с выступом втулки, одна из осей блока прижимных роликов установлена в рычаге с возПосле того, как войдут в контакт выступы 16 и 17, механизм вьщержки 18 отключается и начнется рабочая подача пальцев 33 через индуктор 1.
После индуктора 1 палец 33, пере- можностью углового поворота, подпру- мещаясь, попадает в зону спрейера 2. жинена относительно рычага и выпол- Происходит закалка средней части . йена с эксцентриком, а прижимной пальца, поскольку концы, продвигаясь ролик закреплен на эксцентрике.
ускоренно через зону индуктора, не успевают прогреться до температуры закалки, а следовательно, остаются незакаленными (в соответствии с требованиями технологии).
При перемещении пальцев 33 в индуктор 1 они попадают на поддерживающие ролики 4, а затем на центрирующие ролики 5, обеспечивающие горизонтальное вращение каждого пальца 33 в индукторе 1 при нагреве и в спрейере 2 при охлаждении.
Формула изоб ре тений
Станок для закалки цилиндрических деталей, содержавшей индуктор, спрейер, ведущие, поддерживающие и центрирую- щие ролики, приводной вал и установленный над ведущими роликами блок прижимных роликов, состоящий из дву- плечего рычага с осями, несущими прижимные ролики, отличаюЩ и и с я тем, что, с целью повьш1ения стабильности зоны закалки, станок снабжен закрепленной на приводном валу втулкой с торцовым выступом, один из ведущих роликов установлен
на приводном валу с возможностью свободного вращения и имеет торцовый выступ, взаимодействующий с выступом втулки, одна из осей блока прижимных роликов установлена в рычаге с воз32
2/
«г2
4-4
8 .
га /7 /
W
г-;
AJ
. J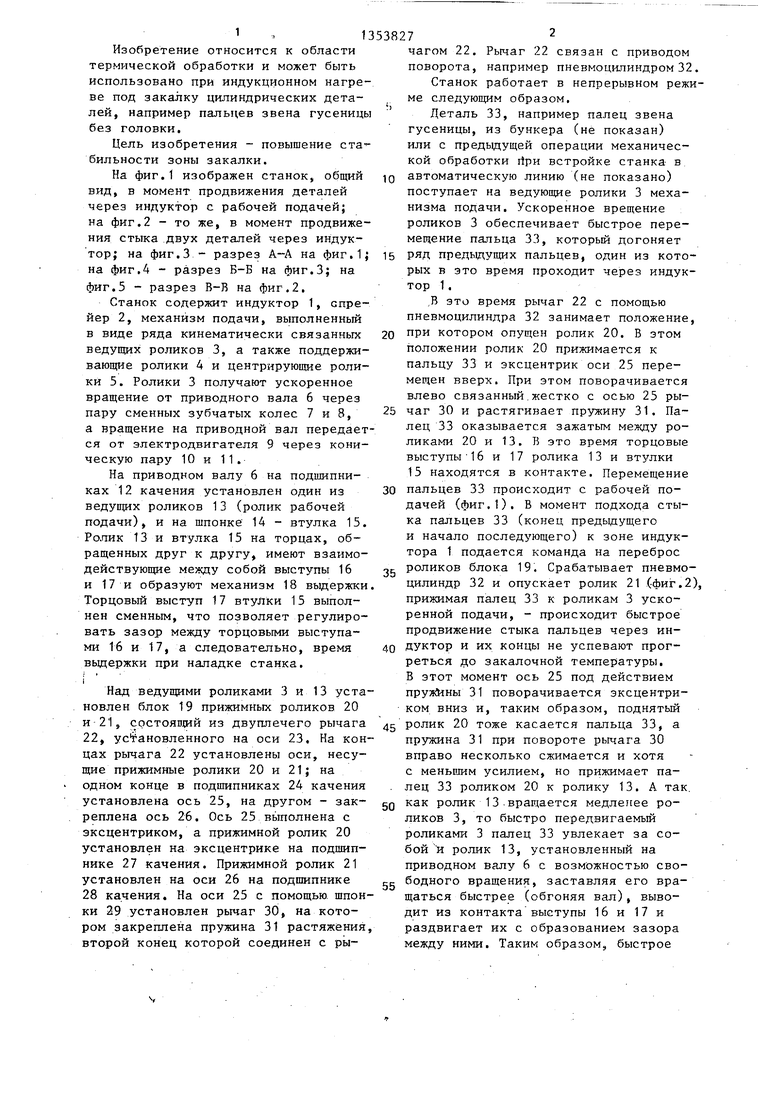
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для термической обработки цилиндрических деталей | 1975 |
|
SU631544A1 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Устройство для закалки деталей с нагревом твч | 1978 |
|
SU681103A1 |
| Станок для термообработки длинномерных тонких деталей с постоянным сечением | 1990 |
|
SU1822426A3 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Станок для обработки оптических деталей | 1979 |
|
SU902657A3 |
Изобретение относится к термической обработке и может быть использовано для закалки гладких цилиндрических деталей с индукционного нагрева, например пальцев. Цель изобретения состоит в повышении стабильности зоны закалки. Станок для закалки цилиндрических деталей содержит индуктор 1, спрейер 2, ведущие ролики 3, поддерживающие ролики 4 и центрирующие ролики 5. Ролики 3 получают ускоренное вращение от приводного вала, на котором установлен с возможностью свободного вращения ролик 13 рабочей подачи, а также закреЬлена.втулка. Ролик 13 и втулка на торцах, обращенных друг к другу, имеют выступы. Над роликами 3 и 13 расположен блок прижимных роликов 20 и 21. Прижимные ролики 20 и 21 закреплены на противоположных концах рычага 22, при этом ролик 20 установлен на эксцентриковой оси, несущей тягу, подпружиненную относительно рычага 22. Рычаг 22 связан с приводом поворота, например пневмоцилиндром 32. Установка в станке на приводном валу ролика 13 и втулки с выступами, а также блока качающихся прижимных роликов 20 и 21 позволяет получить остановку с постоянной выдержкой при перемещении деталей через индуктор и тем самым стабилизировать длину закаленного -участка деталей. 5 ил. i (Л 32 2f 00 ел оо 00 ю .Фиг.1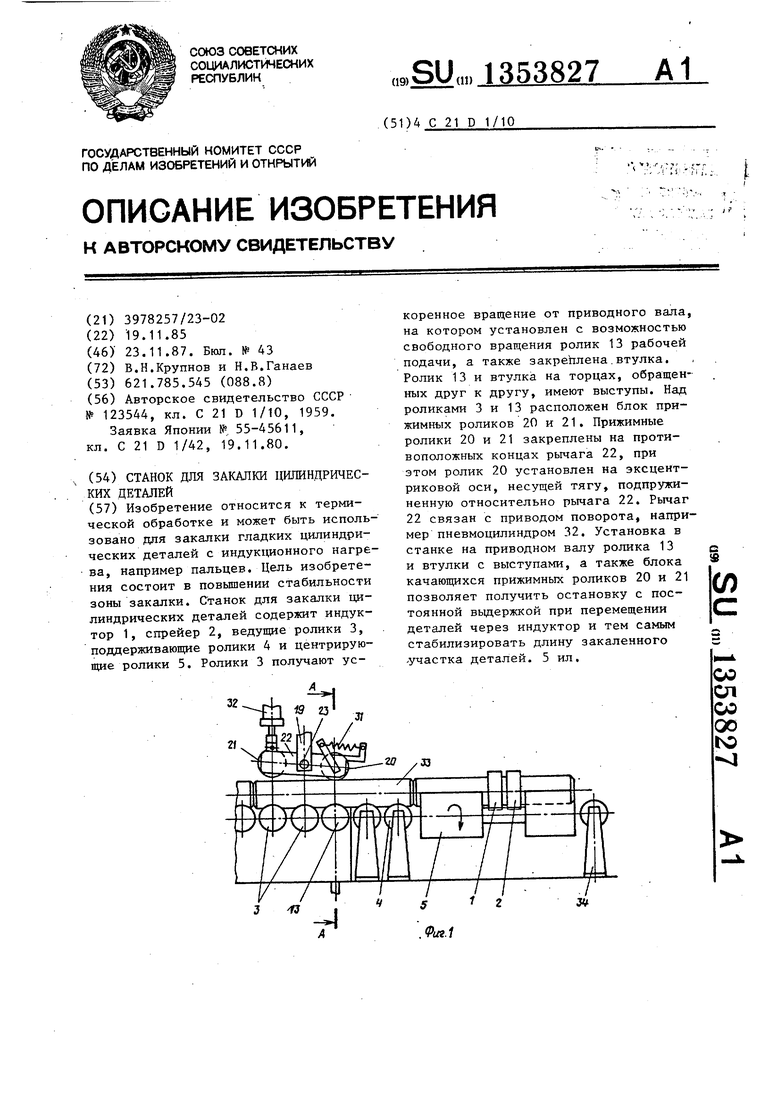
/5
. Редактор В.Петраш
Составитель В.Белофастов
Техред Л.Сердюкова Корректор Г.Решетник
Заказ 5672/25 Тираж 550 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
PU9.S
| Автомат для индукционной закалки пальцев звена гусеницы и тому подобных деталей | 1959 |
|
SU123544A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Заявка Японии № | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
