Известны штамны для изготовления изделий из листового материала с использованием гидравлического давления, содержани е жесткий пуансон, прижим, заполненную жидкостью матрицу, рабочая нолость которой на заданной глубине больше поперечного сечения готового изделия, и закрепленный на матрице кольцевой резервуар, служащий для приема жидкости, вытекаемой из матрицы в нроцессе формообразования детали.
Такие штамны пе обеспечивают изготовления изделий с криволинейиой образуюш,ей.
Предлагаемый штамп отличается от известных тем, что рабочая поверхность пуансона имеет на заданной длине поперечное сечение, уменьшенное по сравнению с иоперечным сечением готового изделия, а внутри нуансона выполнена полость, в которой размещен шток., служаидий для нерепускания заключенной в матрице жидкости через зазор между матрицей и готовым изделием и через имеющиеся в пуансоне каналы, расположепиые периепдикулярно его оси.
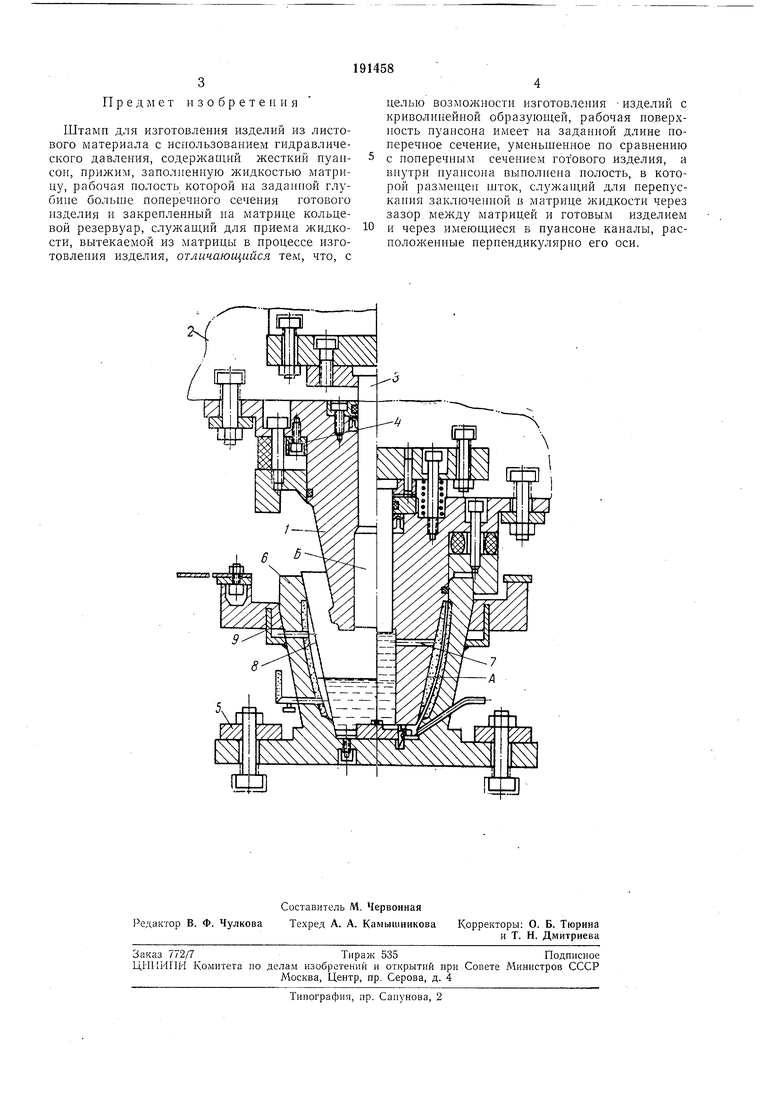
На чертеже изображеи предложеиный штамп.
Ои содержит пуаисон J, связанный с нарул ;ным нолзуном 2 пресса и расноложенный внутрн пуансона шток 3, смонтированный на внутреннем нолзуне 4 пресса. На столе 5 прес. са установлена матрица 6, занолпенная до заданного уровня водой, причем рабочая нолость матрицы на требуемой глубиие выполнена больше соответствующего поперечного сечення готового изделия (ие ноказано), а рабочая новерхность пуансона / имеет на заданной длине поперечное сечение, уменьшенное по сравнению с иоиеречным сечением готового изделия.
Во время рабочего хода пресса сначала онускается наружный ползун и связанный с ним пуансон 1, который, оказывая воздействие на жидкость, способствует ее перетеканию в полость А, образующуюся между внутренней поверхностью матрицы 6 ц наружной новерхностью нуансона /; нри этом жидкость заполняет сделанные в пуансоне каналы 7, сообщающие таким образом внутреннюю полость Б с отгороженной пуансоном / наружной нолостью А .матрицы 6.
При онускащщ внутреннего ползуна 4 пресса, шток 3 сжн.мает жндкость, находящуюся о полости Б, оказывая тем самым через капалы 7 воздейств11е па жидкость, заключенную в нолости А, которая деформирует заготовку 6, нрижимая ее к стенкам матрицы. Жидкость, находящаяся между стенкой матрицы и заготовкой, вытесняется в закрепленный па матрице кольцевой приемник 9, и цикл изготовления детали заканчнвается.
Предмет изобретения
Штамп для изготовления изделий из листового материала с использованием гидравлического давления, содержащий жесткий пуансон, прижим, заполненную жидкостью матрицу, рабочая полость которой на заданной глубине больше поперечного сечения готового изделия и закрепленный на матрице кольцевой резервуар, служащий для приема жидкости, вытекаемой из матрицы в процессе изготовлеция изделия, отличающийся тем, что, с
целью возможности изготовления изделий с криволинейной образующей, рабочая поверхность пуансона имеет на заданной длипе поперечное сечение, уменьшенное по сравнению с иоперечным сечением готового изделия, а внутри нуансона выполнена полость, в которой размен;еп шток, служащий для перепускания заключенной в матрице жидкости через зазор между матрицей и готовым изделием и через имеющиеся в пуансоне каналы, расположенные перпендикулярно его оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп для вытяжки с виброприжимом | 1980 |
|
SU860911A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Гибочный штамп для изготовления деталей типа втулок | 1986 |
|
SU1428495A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ШТАМП ДЛЯ ОТБОРТОВКИ ДЕТАЛЕЙ ПОЛУЗАКРЫТОГО ТИПА | 1966 |
|
SU179731A1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| Штамп для вытяжки коробчатых деталей | 1973 |
|
SU479530A1 |
| Устройство для пробивки отверстий в плоских деталях типа печатных плат | 1976 |
|
SU599894A1 |
| Устройство для литья с кристаллизацией под давлением | 1985 |
|
SU1375406A1 |