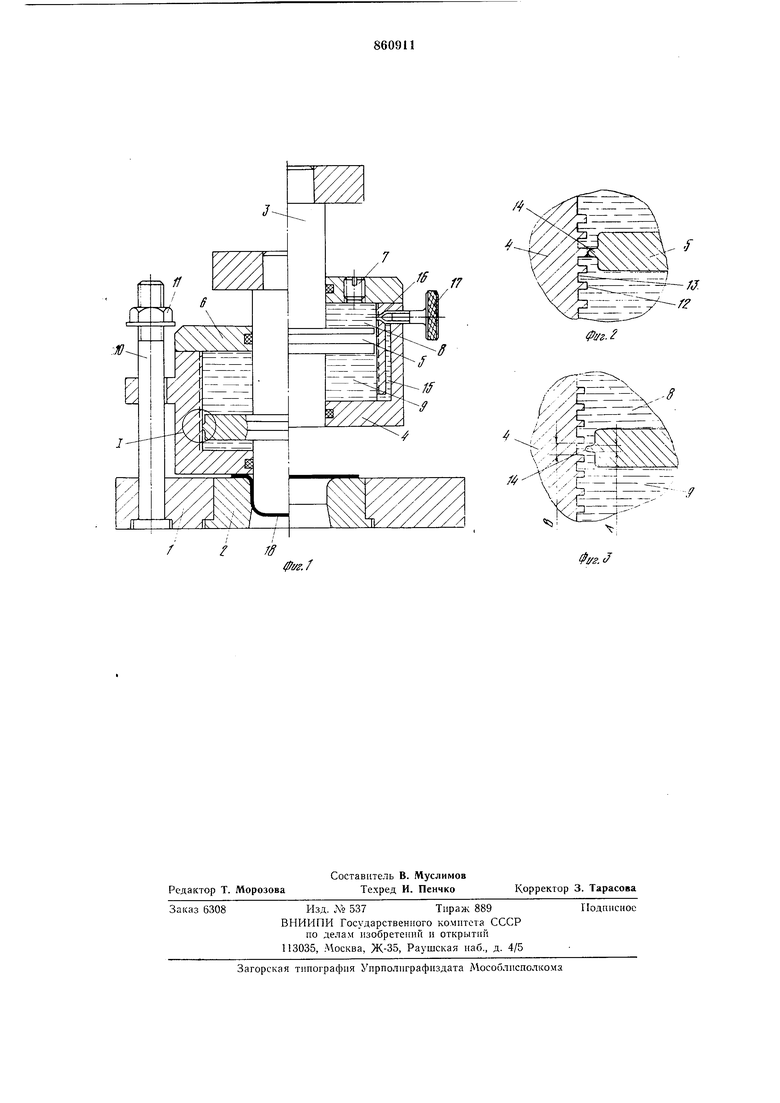
в виде гидроцил.индра 4, поршень 5 которого связан с пуансоном 3.
Гидроцилиндр 4 закрыт крышкой 6, в которой имеется заправочная горловина с пробкой 7. В гидроцилиндре 4 образованы две полости, заполненные рабочей жидкостью, например масло м: верхняя 8 1;г.|д поршнем 5 и нижняя 9 под поршнем 5.
Гидропилиндр 4 установлен н-т направляющих 10 с гайками II для рег лп1 ровачи« верхнего положения гидроцилиндра 4.
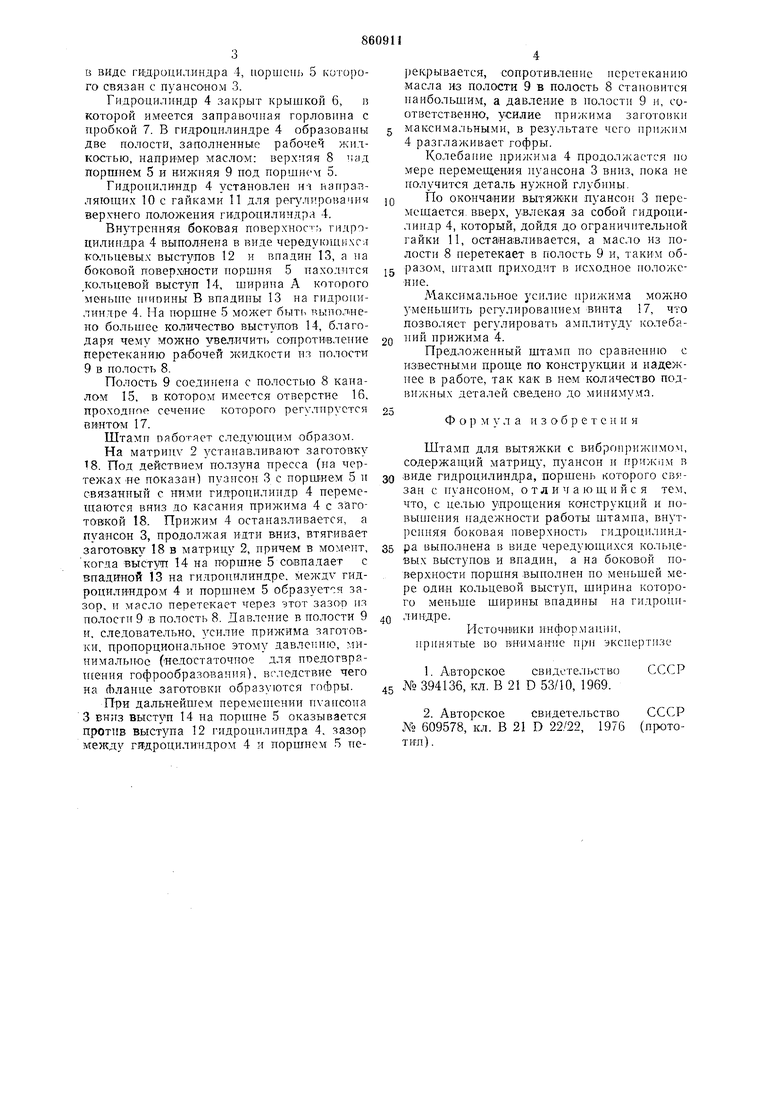
Внутренняя боковая поверхнос--ь гидроцилиндра 4 выполнена в виде чередующихся кольцевых выстз ов 12 и впадин 13, а на боковой поверх)ности поршня 5 находятся колъцевой выступ 14, ширина А которого меньите нтиоины В впадины 13 на гидронилиндре 4. На норшне 5 может быть выполнено большее количество выступов 14, благодаря чему можно увеличит, сопротивление перетеканию рабочей жидкости из нолости 9 в полость 8.
Полость 9 соединена с полостью 8 каналом 15, в котором имеется отверстие 16. проходное сечение которого регулируется винтом 17.
Штамп ряботяет следующим образом.
На матрицу 2 устанавливают заготовку 8. Под действием ползуна пресса (на чертежах «е показан) пуансон 3 с поршнем 5 и связанный с ними гидропилиндр 4 перемещаются вниз до касания прижима 4 с заготовкой 18. Прижим 4 останавливается, а пуансон 3, продолжая идти вниз, втягивает заготовку 18 в матрицу 2, причем в момент, когда выстз 14 на поршне 5 совпадает с впадиной 13 на гидроцилиндре, между гидроцилиндром 4 и поршпем 5 образуется зазор, н масло перетекает через этот зазо-р из нолостн 9 в полость 8. Давление в нолости 9 и. следовательно, усилие прижима заготовки, пропорциональное этому давлетппо, минимальное (Недостаточное для поедотврац(ения гофрообразовання), вследствие чего на (Ъланце заготовки образуются госЬры.
При дальнейшем перемещении пуансона 3 вниз выступ 14 на поршне 5 оказывается против выступа 12 гидроинлиндра 4. зазор между глдроцилитгдром 4 и поршнем 5 перекрывается, сопротивление перетеканию масла из полости 9 в полость 8 становится наибольшим, а давление в полости 9 н, соответствеиио, усилие прижима заготовки максимальны.ми, в результате чего нрнжим 4 разглаживает гофры.
Колебание прижима 4 продолжается но мере перемещения нуансона 3 вниз, нока не получится деталь нужной глубины.
По окончании вытяжки пуансон 3 перемещается- вверх, увлекая за собой гидроцилиндр 4, который, дойдя до ограничительной гайки 11, остаиавливается, а масло из нолости 8 перетекает в полость 9 и, таким образом, игга.мп приходит в исходное положение.
Максимальное усилие прижима моИ:но Зменьщить регулированием винта 17, что позволяет регулировать амплитуду колебаний прижима 4.
Предложенный штамп но сравнению с известными проще по конструкции и надежнее в работе, так как в нем количество подви;кных деталей сведено до минимума.
Формула изобретения
Штамп для вытяжки с виброприжимом, содержащий матрицу, пуансон и приж1 м в виде гидроцилиндра, поршень которого связан с пуансоном, отличающийся тем, что, с целью упрощения конструкций и повышения надежности работы штампа, внутренняя боковая поверхность гидроцилиндра выполнена в виде чередующихся кольцевых выступов и впадин, а на боковой новерхности поршня выполнен но меньщей мере один кольцевой выступ, щирина которого меньше щирины впадины на ги.дронилиндре.
Источники 1нформац П1, принятые во В1иимание экспертизе
1.Авторское свидетельство СССР № 394136, кл. В 21 D 53/10, 1969.
2.Авторское свидетельство СССР № 609578, кл. В 21 D 22/22, 1976 (прототил).
(1/г./
17
tpyz.Z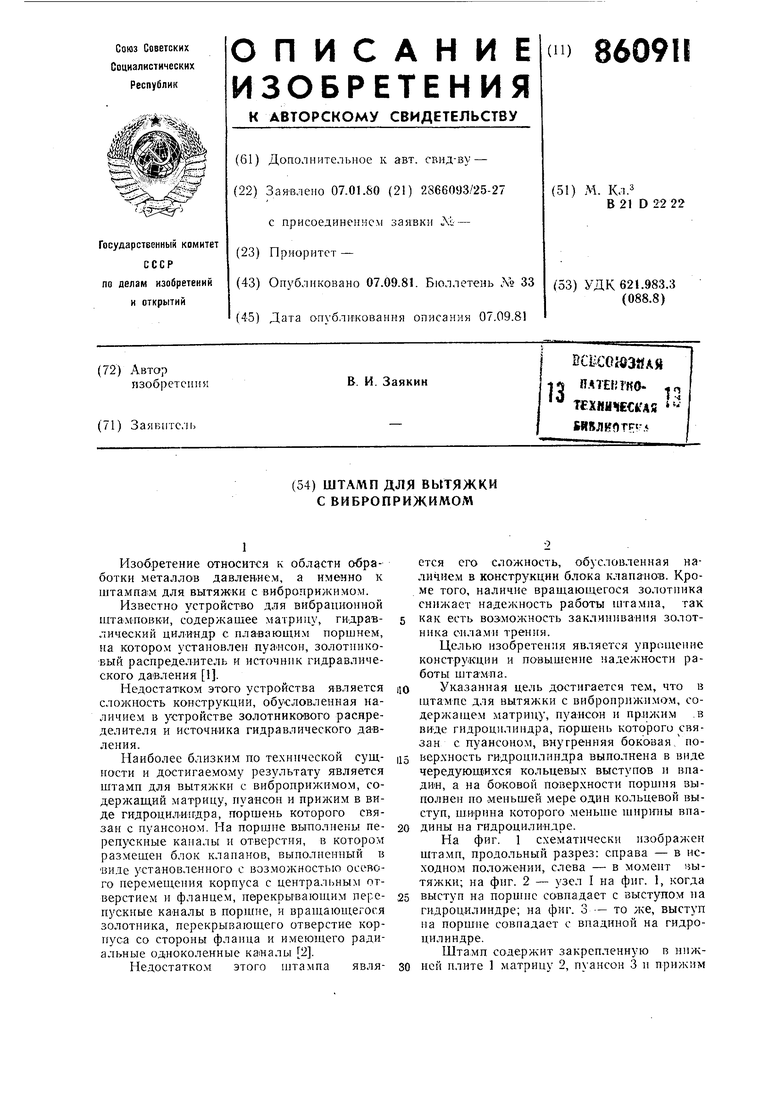
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки с пульсирующимпРижиМОМ | 1979 |
|
SU837483A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Штамп для вытяжки ступенчатых деталей с фланцем | 1985 |
|
SU1303218A1 |
| Штамп для вытяжки полых изделий | 1983 |
|
SU1139537A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Штамп для обжима трубчатых заготовок | 1977 |
|
SU664722A1 |
| СПЕЦИАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ | 1992 |
|
RU2050214C1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |