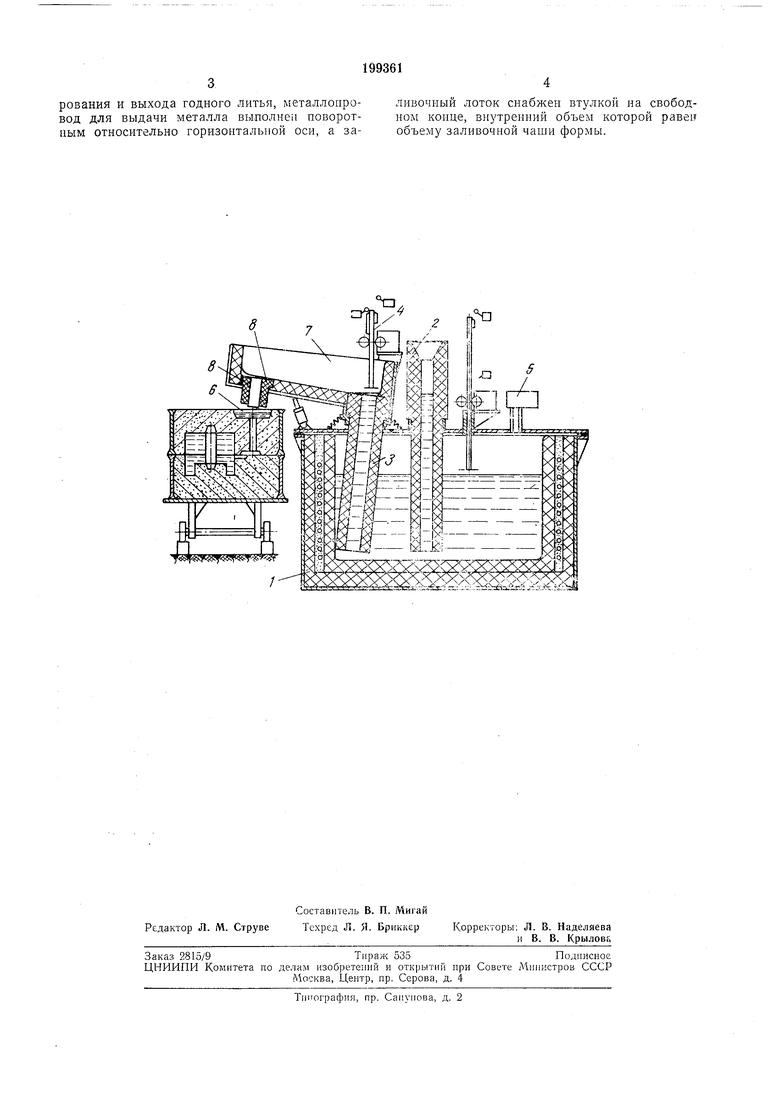
Известно устройство для автоматической заливки форм, включающее герметизированную емкость с двумя металлопроводами, один из которых предназначен для заполнения его расплавленным металлом, а другой - для выдачи металла в заливочную чашу литейной формы и снабжен л естко связанным с ним заливочным лотком, а также датчик-уровнемер и трубопровод для подвода сжатого газа. Отличием описываемого устройства является то, что металлопровод для выдачи металла выполнен поворотным относительно горизонтальной оси, а свободный конец заливочного лотка снабжен втулкой, внутренний объем которой равен объему заливочной чаши формы. Это позволяет повысить точность дозирования и выход годного литья. На чертеже представлено описываемое устройство. Оно содержит герметизированную емкость 1 с двумя металлопроводами 2 и 3, датчик-уровнемер 4 и трубопровод 5 для подвода сжатого газа. Металлопровод 2 предназначен для заполнения емкости расплавленным металлом, а металлопровод 3 служит для выдачи металла в заливочную чашу 6 литейной формы и снабжен жестко связанным с ним заливочным лотком 7. Свободный конец заливочного лотка снабжен втулкой 8, внутренний объем которой равен объему заливочной чаши формы. При фиксации формы против заливочного устройства металлопровод 5 поворачивается и прижимает втулку к заливочной чаше формы. От давления сжатого газа, ноступаюшего в емкость по трубопроводу 5, из нее в заливочный лоток выжимается металл до уровня, фиксируемого датчиком-уровнемером. Затем под действием собственного веса металл поступает в форму до полного заполнения. После этого излишек металла из лотка сливается в емкость, где в это время снимается давление сл атого газа, а металлопровод 3 возвраш,ается в исходное положение. При подъеме втулки остаток металла в ней заполняет заливочную чашу в заданном количестве. Предмет изобретения Устройство для автоматической заливки форм, включающее герметизированную емкость с двумя металлопроводами, один из которых нредназначеи для заполнения ее расплавленным металлом, а другой - для выдачи металла в заливочную чашу литейной формы и снабжен жестко связанным с ним заливочным лотком, датчик-уровнемер и трубопровод для подвода сжатого газа, отличающееся тем, что с целью повышения точности дозирования и выхода годного литья, неталлопровод для выдачи металла выполнен поворотаым относительно горизонтальной осн, а залнвочиый лоток снабжен втулкой на свободном конце, внутренний объем которой равеи объему заливочной чаши формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАЛИВКОЙ И ДОЗИРОВАНИЕМ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1992 |
|
RU2006341C1 |
| Заливочное устройство | 1978 |
|
SU782956A1 |
| Пневматическое дозирующее устройство | 1987 |
|
SU1433637A1 |
| Устройство для пневматического дозирования расплава | 1986 |
|
SU1388192A1 |
| ГЕРМЕТИЧНЫЙ КОВШССССОЮЗНАЯ; ! • Н , :;^, • ; -„^s-'ir, ;il^Ь''1Ь.Л-';О"Г'^'КА | 1971 |
|
SU313613A1 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ РАСПЛАВА | 1970 |
|
SU271742A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| Устройство для разливки металла | 1985 |
|
SU1252040A1 |