Известны станки-полуавтоматы для прорезки зубьев многолезвийного спирального ииструмента.
Предлагаемый станок отличается тем, что он снабжен гидроцилиндром, на штоке которого закреплен обрабатываемый инструмент, получающий рабочее движение от вала гидравлического двигателя через кроиштейн с регулируемым вылетом, и движение деления, которое получает шток гидроцилиндра от пневмоцилиндра через собачку и делительный диск, а для обесиечения автоматической подачи на врезание храповой механизм выполнен в виде копира, разбитого на секторы, число которых равно числу ироходов на врезаиие.
Такое выполнение станка позволяет автоматизировать движение обрабатываемого инструмента по профилю, соответствуюш,ему профилю его осевого сечения, и деление на шаг зубьев.
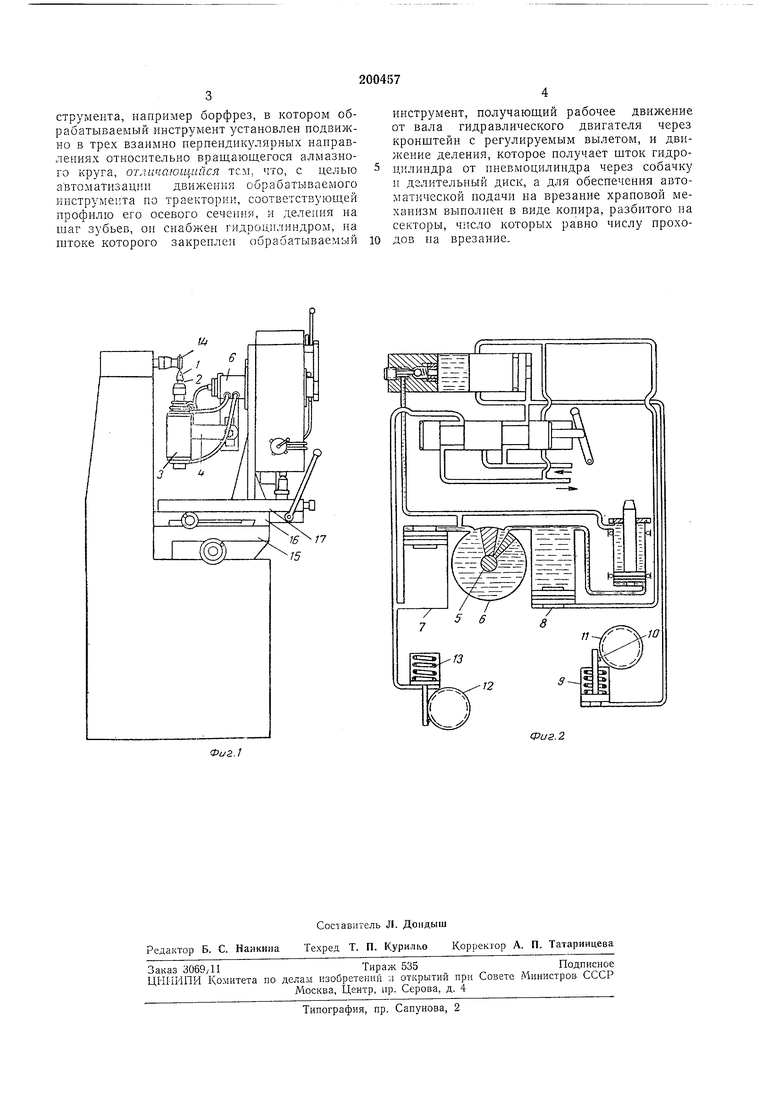
Па фиг. 1 представлеи описываемый станок, общий вид; на фиг. 2 - пневмогидравлическая схема станка.
Обрабатываемый инструмент / закрепляется на штоке 2 гидроцилиндра 3, который с помощью кронштейнов 4 соединен с нередним концом вала 5 гидравлического двигателя 6.
8 то в одну, то в другую полость гидравлического двигателя вал 5 иолучает качание вокруг своей оси на 270°, в результате чего гидроцилиндр 3 тоже совершает качание, необходимое для придания радиусного профиля инструменту J.
Расстояние от конца штока 2 до оси качения регулируется, что позволяет обрабатывать нрофили различных радиусов.
При каждом двойиом ходе инструмент У поворачивается на один зуб пневмоцилиндром 9 через собачку 10 и делительный днск//.
Подача на глубину канавки происходит от
копира 12, разбитого на секторы, число которых равно числу проходов на врезание зуба
на всю глубину. Поворот копира производится
от пневмоцилиндра 13.
Прорезка зубьев и их заточка производится алмазным кругом 14, а перемещение обрабатываемого инструмеита / в вертикальном, нродольном и поперечном направлениях осуществляется при помощи трех столов 15, 16 и П.
Па станке можно прорезать и затачивать зубья радиусных и радиусио-цилиндрическнх борфрез.
струмента, например борфрез, в котором обрабатываемый инструмент установлен подвижно в трех взаимно перпендикулярных направлениях относительно вращаюитегося алмазного круга, отличаюш.ийся тем, что, с целью автоматизации движения обрабатываемого инструмента по траектории, соответствующей профилю его осевого сечения, и деления па шаг зубьев, он снабжен гидрои линдром, на штоке которого закреплен обрабатываемый
инструмент, получающий рабочее движение от вала гидравлического двигателя через кронштейн с регулируемым вылетом, и движение деления, которое получает шток гидроцилиндра от иневмоцилиндра через собачку и делительный диск, а для обеспечения автоматической подачи на врезание храновой механизм выполнен в виде копира, разбитого иа секторы, число которых равно числу проходов на врезание.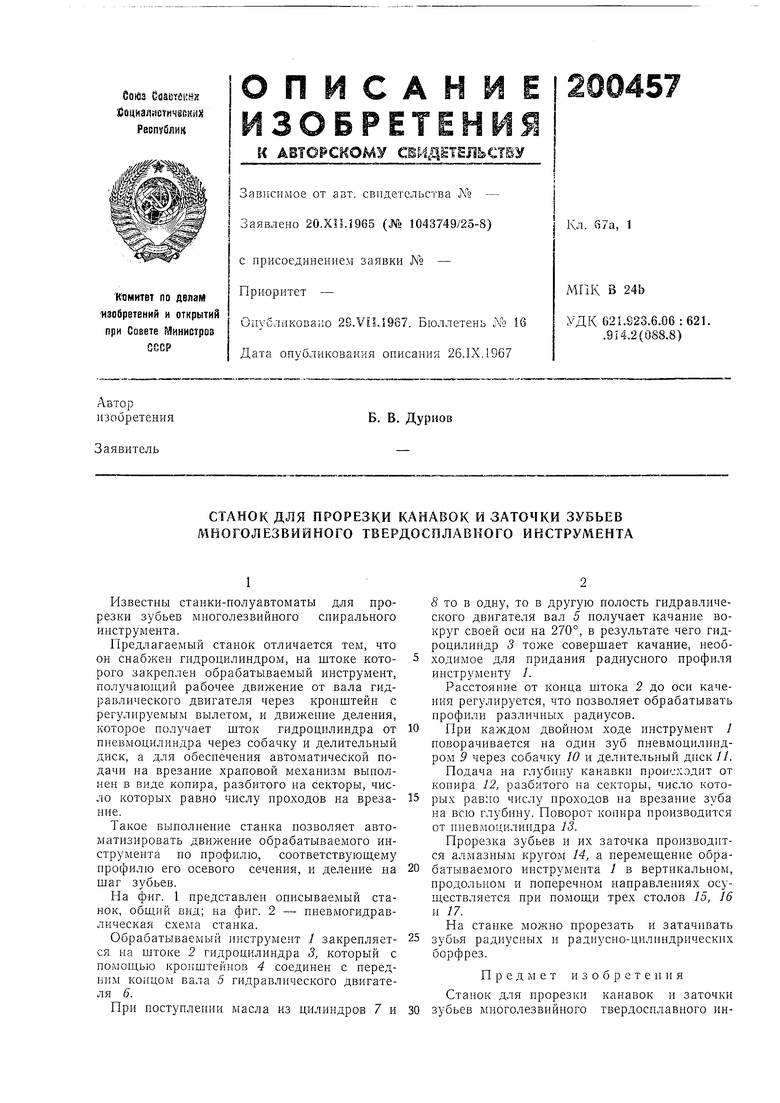
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нанесения граней на стеклоизделия | 1983 |
|
SU1106640A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЯ ДИСКОВЫХ КУЛАЧКОВ ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ | 1969 |
|
SU247003A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |