Штампы для штамповки изделий в разъемных матрицах с гидравлической системой зажима последних, содержащие верхиюю и нижнюю матрицы и пуансон, расположенный в контейнере нижней матрицы, известиы.
Предложенный штамп отличается от известных тем, что усилие зажима в нем создается за счет дросселирования жидкости через кольцевую щель между гидроцилиндрами и плунжерами гидравлической системы зажима, причем плунжеры выполнены в форме усеченных конусов и закрсилены в нижней матрице.
Такая конструкция щтампа обеспечивает переменное уснлне зажима в процессе формообразования.
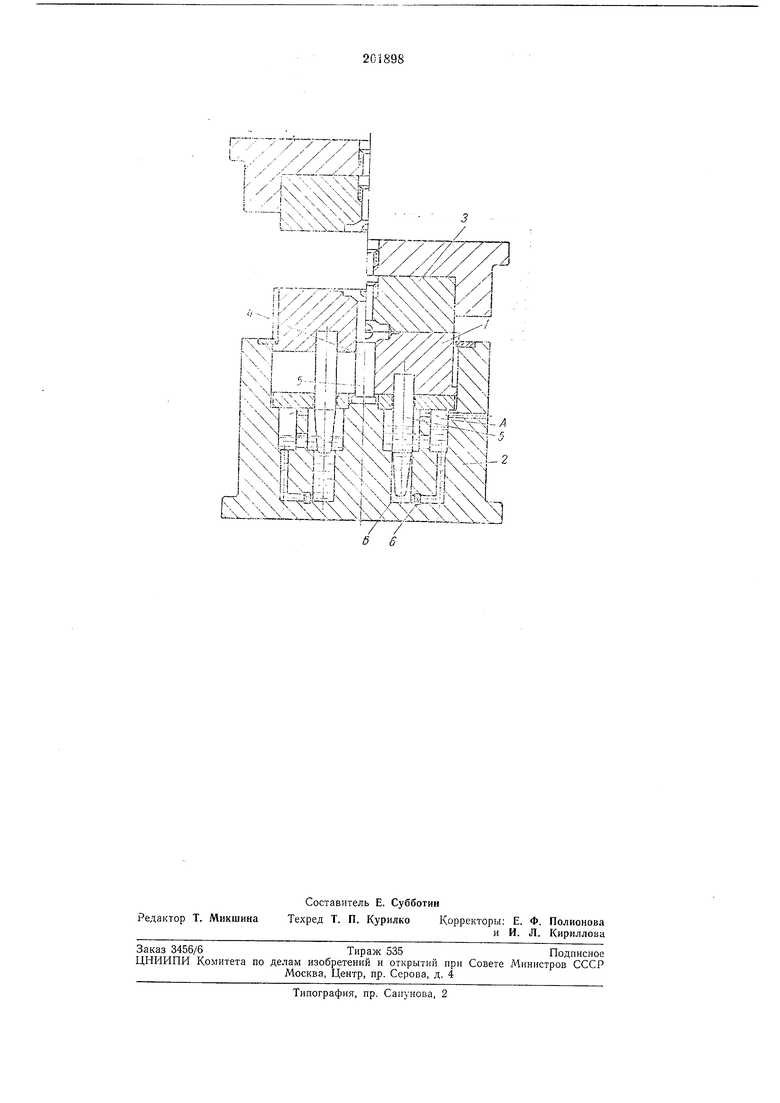
Схема предложенного штампа изображена на чертеже.
Работа штампа осуществляется следующим образом.
Заготовка закладывается в контейнер нижней матрицы J, передгзигающейся в иижиеМ бан1маке 2 « находящейся в исходном иолюжении В верхнем крайнем положении под действием сжатого воздуха, подведенного к полости А башмака.
При ходе ползуна верхняя матрица 3 смыкается с нижней /, образуя полость ручья, и в сомкнутом состоянии обе матрицы перемещаются относительно нуатюона 4, который производит выдавливание заготовки.
При двнлсении матрнц вниз возникает усилие зажима последних, когда плунжер 5 входит в цилиидрическую полость Б, вытесняя из нее жидкость в полость Л через кольцевую щель, при этом обратный клапан 6 закрыт, В полости Б создается давление, необходимое для зажима матриц за счет дросселирования жидкости.
В конце хода ползуна пресса нижняя матрица 1 жестко опирается на башмак 2, а плунжер 5 полностью перекрывает полость Б.
Прн снятии нагрузки обратный клапан 6 открывается н жидкость нод давлением воздуха поступает в иолость Б, поднимая плунжер вместе с нижней матрицей вверх.
Штами возвращается в исходное положение.
Предмет изобретения
Штамп для штамповки изделий в разъемиых матрицах с гидравлической системой зажима последннх, содержащий верхнюю и нижнюю матрицы и пуансон, расположенный в контейнере нижней матрицы, отличающийся тем, что, с целью обеспечения переменного усилии зажнма в процессе форлшобразования путем дросселирования л идкости через щель между гидроцилиидром и плуижерами гидравлической системы, плуижеры выполнены в форме усеченных конусоп у закренлены в нижней -матрице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1971 |
|
SU306894A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ПАТЕНТНО- ТЕХНИЧЕСКАЯ КИКЛИПТЕКА10 | 1969 |
|
SU247759A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Способ гидромеханической штамповки трубчатых изделий переменного сечения | 1987 |
|
SU1433578A1 |
| Устройство для получения штучных заготовок, преимущественно плоских | 1989 |
|
SU1632565A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
| Штамп для объемной штамповки изделий | 1976 |
|
SU645745A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |