Изобретение относится к устройствам для прессования.
Известен штамп для прессования изделий, содержащий связанную с ползуном пресса верхнюю подштамповую плиту с установленной в ней полуматрицей, соединенную со штоком механизма зажима полуматриц нижнюю плиту, в которой смонтирована полуматрица, а также пуансон, установленный соосно с полуматрицами и жестко закрепленный на башмаке, расположенном под нижней плитой.
Основной недостаток известного штампа - низкое качество прессования.
Предложенный штамп лишен этого недостатка за счет того, что механизм зажима полуматриц в нем выполнен в виде гидравлического цилиндра с установленными в нем плавающим поршнем и двумя штоками, один из которых связан с нижней плитой, а другой, пропущенный через плавающий поршень, жестко закреплен в днище цилиндра и снабжен каналом переменного сечения, а также расположенной концентрично цилиндру кольцевой камеры, разделенной диафрагмой на две полости, наружная из которых заполнена газом под высоким давлением, а внутренняя соединена посредством канала переменного сечения и трубопровода с рабочей полостью цилиндра.
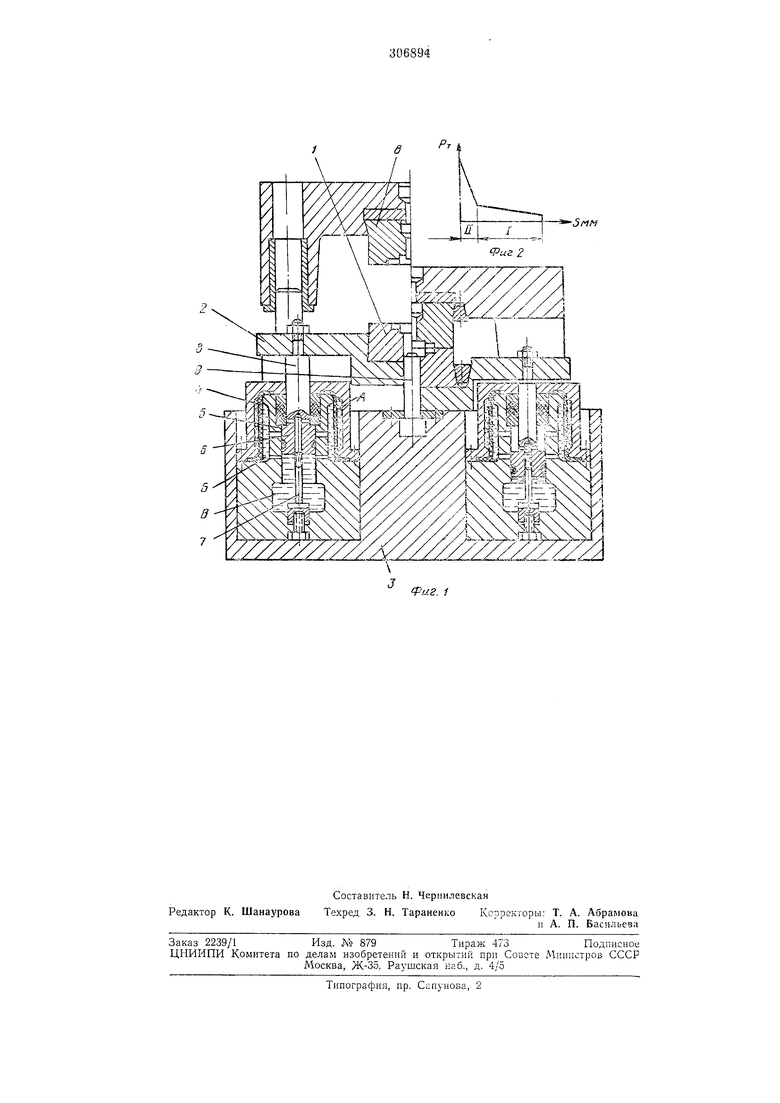
в разрезе; на фиг. 2 дан график усилия зажима полуматриц.
Заготовка закладывается в контейнер нижней матрицы }, которая может перемещатьс}
вместе с плитой 2 относительно башмака 3. Плита 2 находится в исходном верхнем крайнем положении под действием сл атого газа, которым предварительно зарялсена наружная кольцевая полость Л механизма зажима полуматриц. При этом давление газа через эластичную диафрагму 4, жидкость, находящуюся в компенсационной полости Б и рабочей полости в цилиндра 5 передается плавающему поршню 6, который поднимает плиту 2
вместе с матрицей 1. Через поршень 6 пропущен шток 7 с каналом переменного сечения, а на торце штока 8 закреплена нижняя плита 2.
При ходе ползуна пресса верхняя полуматрица смыкается с нижней, образуя полость ручья, и в сомкнутом состоянии обе матрицы перемещаются относительно пуансона 9, который производит выдавливание металла. Предварительное усилие зажима матриц, нарастающее по закону, выраженному графиком на участке I (фиг. 2), достигается в момент их движения вниз, когда поршень 6, опускаясь, вытесняет жидкость из полости В в полость Б через трубопровод (на чертел е
Нарастание давления в полости В достигается при дросселировании жидкости через переменную щель благодаря наличию на штоке 7 канавки. Конец участка I и начало участка II на графике (фиг. 2) характеризуется полным перекрытием всех перепускных отверстий. При этом давление жидкости в полости Б и соответственно воздуха в полости А повышается па величину, пропорциональную объему вытесненной жидкости и несколько снижается при дальнейшем ходе поршпя 6 благодаря наличию верхнего перепускного отверстия (на чертеже пе показано).
Последующее усилие зажима матриц, нарастающее по закону, выражепному графиком па участке И, достигается за счет сжатия жидкости Б полости В до требуемой величины.
При снятии нагрузки давлением сжатой жидкости в полости В поршень 6 поднимается, а жидкость из полости Б перетекает через перепускные отверстия (на чертеже не показаны) в полость I благодаря наличию давления сжатого газа в полости Л.
Штамп возвращается в исходпое положение, при этом поршень 6 прижат к упору с силой, пропорциональной давлению газа .ч полости А и площади плунжера. В случае утечки или температурного расширения жпдкости при длительной работе щтампа объем ее компенсируется за счет расширения или сжатия газовой полости А.
Предмет изобретения
Штамп для прессования изделий, содержащий связанную с ползуном пресса верхнюю
подштамповую плиту с установленной в ней полуматрицей, нижпюю плиту с другой полу;,атрицей, соединенную со штоком механизлга зажима полуматриц, а также пуансон, расположенный соосно с полуматрицами и
;;естко закреплепный на башмаке, размещенном под пижпей плитой, отличающийся тем, что, с целью повышения качества нрессованиЯ; механизм зажима полуматриц выполнен в виде гидравлического цилиндра с плавающим поршнем и двумя штоками, одпн из которых связан с упомянутой плитой, а также расположенной концентричпо цилиндру кольцевой камеры, разделенной кольцевой диафрагмой па две полости, наружная из которых заполпеиа газом под высоким давлением, а внутренняя соединена с рабочей полостью ц;- линдра посредством трубопровода и выполиеппого в другом штоке канала переменного сечения.
fas. 1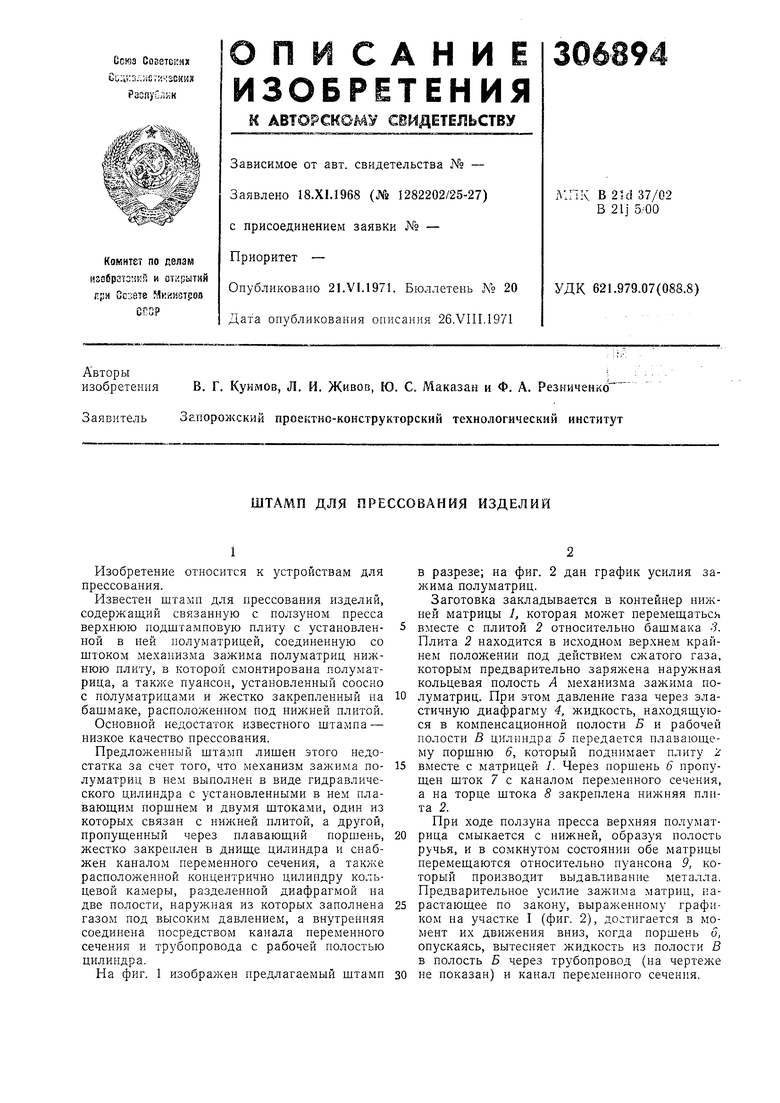
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Пресс-форма для штамповки изделий из пористых заготовок | 1984 |
|
SU1194577A1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| ПАТЕНТНО- ТЕХНИЧЕСКАЯ КИКЛИПТЕКА10 | 1969 |
|
SU247759A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Штамп для объемной штамповки изделий | 1976 |
|
SU645745A1 |
| Штамп для штамповки изделий | 1976 |
|
SU573250A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |