Известны станки для закалки изделий в масляной ванне с нагревом то;ками высокой частоты.
Предлагаемый станок отличается тем, что он Снабжен бункернььм устройством для загрузки изделий тина зубчатого обода маховика автомобильного двигателя с механизмом поштучной выдачи изделий ла стол станка, вьшол.ненным в виде подвижной KI неподвижной щек.
Такое вылолнение позволяет автоматизи1ровать загрузку издел.ий.
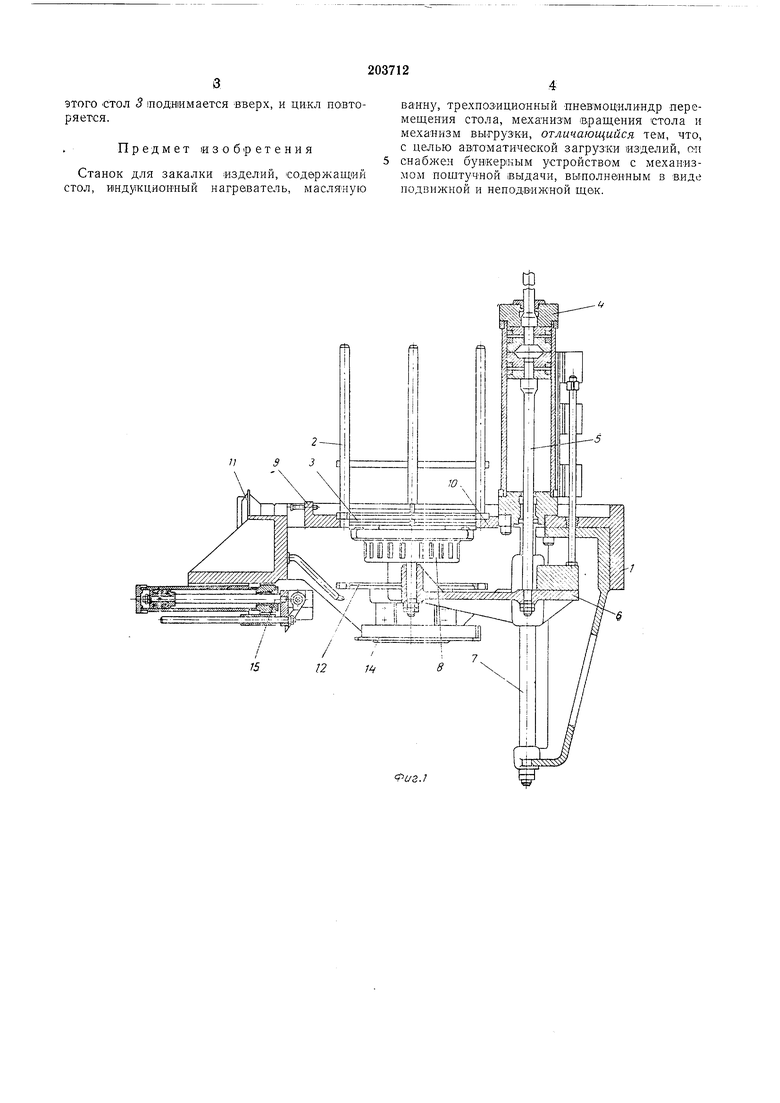
На фиг. 1 показан предлагаемый станок в продольном разрезе; на фиг. 2 - общий вид станка.
Закалочный станок состоит из станины /, предназначенной для монтажа на ней все.х узлов и деталей стадка, бу:гкера 2, стола 3, цилиндра 4 неремещения стола, который установлен на станине / И через шток 5 соед.инет с траверсой 6, перемещающейся по скалкам 7, а также крыльчатки 8, сообщающей столу вращательное движение.
Бункер 2 снабжен механизмом поштучной выдачи деталей, выполненным IB виде подвижной щекй 5 и Неподвижной щеки 10. Щека .9 удернсивает детали в бункере с помощью цилиндров 11.
1И1дуктор в закалочный бак 13, в котором имеются Л1инейки 14 и сбрасыватель 15, перемещающие детали с закалочного стола 3 на транспортер 16.
5 Станок работает следующим образом. В бункер 2 загружаются детали. Цикл начинается с подъема в крайнее верхнее положение стола 5. Цилиндр // передвигает подв1 Жную щеку 9 влево. Вся пачка деталей ложится на стол 3. Цри обратном ходе подвижная щека 9 прижимает вторую и третью деталь к неподвижной щеке JO, удерживая таким образом пачку изделий в бункере. Нижняя деталь остается нсзажатой и свободно леж1ит
5 на столе 3.
Цосле этого стол 5 олускается до тех пор, пека деталь не окажется в индукторе 12. Начинается нагрев и одновременно с ним включается электродвигатель враще)ия стола 3.
0 Масло, забираемое через фильтр из закалочного бака, бьет струей на крыльчатку 8 стола, тем самым вращая его.
Цосле срабатывашия реле .времени отключается индуктор 12 и нодача масла, стол
олускается в крайнее нижнее положение. Нрн движении внмз он проходит через линейки 14, а дегаль снимается со стола и остаегся на них. Включается цилиндр сбрасывателя 15, который захватывает деталь и сбрасывает ее этого €тол 3 шоднимаегся вверх, и цикл по;вторяется. Предмет изобретения Стаиок для закалки изделий, содержащий стол, индукциоииый нагреватель, масленую ванну, трехпоЗИционный пневмоцилиндр перемещения стола, механизм аращеиия стола и меха-низм выгрузки, отличающийся тем, что, с целью автоматической загрузки изделий, ОН снабжен бункеркым устройством с механизмом пощтучной 1выдачи, вьшолненным в виде подвижной и неподвижной щек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Станок для закалки деталей | 1975 |
|
SU739112A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU192840A1 |
| Устройство для закалки | 1979 |
|
SU821507A1 |
| Установка для индукционной закалки концов длинномерных изделий | 1989 |
|
SU1730178A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1968 |
|
SU206610A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |

