Изобретение относится к устройствам для термической обработки с индукционным нагревом токами высокой частоты и может применяться в мелко- и крупносерийном производстве машиностроения.
Известен станок для обработки концов длинномерных изделий, содержащий опорную раму, устройство для перемещения изделия и устройство для его вращения.
Недостатком данного станка является то, что на нем нельзя производить закалку определенных зон изделия, а возможна только закалка всей поверхности.
Известен и другой станок для термической обработки концов длинномерных изде- лий малого диаметра, содержащий индуктор-спреер, механизм загрузки и выгрузки изделия, поддерживающий механизм и прижимной ролик.
Недостатком данного станка является то, что его конструкция не позволяет стабильно выдерживать размеры зоны закалки по длине изделия, так как он не имеет ограничительного механизма положения детали при загрузке. Станок также имеет увеличен- ные расстояния между поддерживающими механизмами, что при нагреве концов изделия может повлечь за собой коробление.
Целью изобретения является повышение качества закалки путем жесткой фикса- ции относительно индуктора и исключения коробления.
Цель достигается тем, что механизм перемещения выполнен с размещенным соос- но индуктору разгрузочным лотком, с фиксирующим упором со стороны индуктора, с другой стороны установки деталь ограничивается транспортирующей кареткой, размещенной соосно индуктору, и выполнена с фиксирующим упором со стороны ин- дуктора.
Опорные ролики выполнены полыми с перфорацией и подсоединены к системе охлаждения и установлены между транспортирующей кареткой и разгрузочным лотком.
Охлаждающая жидкость предотвращает разогрев опорных роликов, а также через перфорацию охлаждает необрабатываемый участок изделия, что позволяет предотвратить распространение тепла на необраба- тываемую зону детали и предотвратить ее коробление.
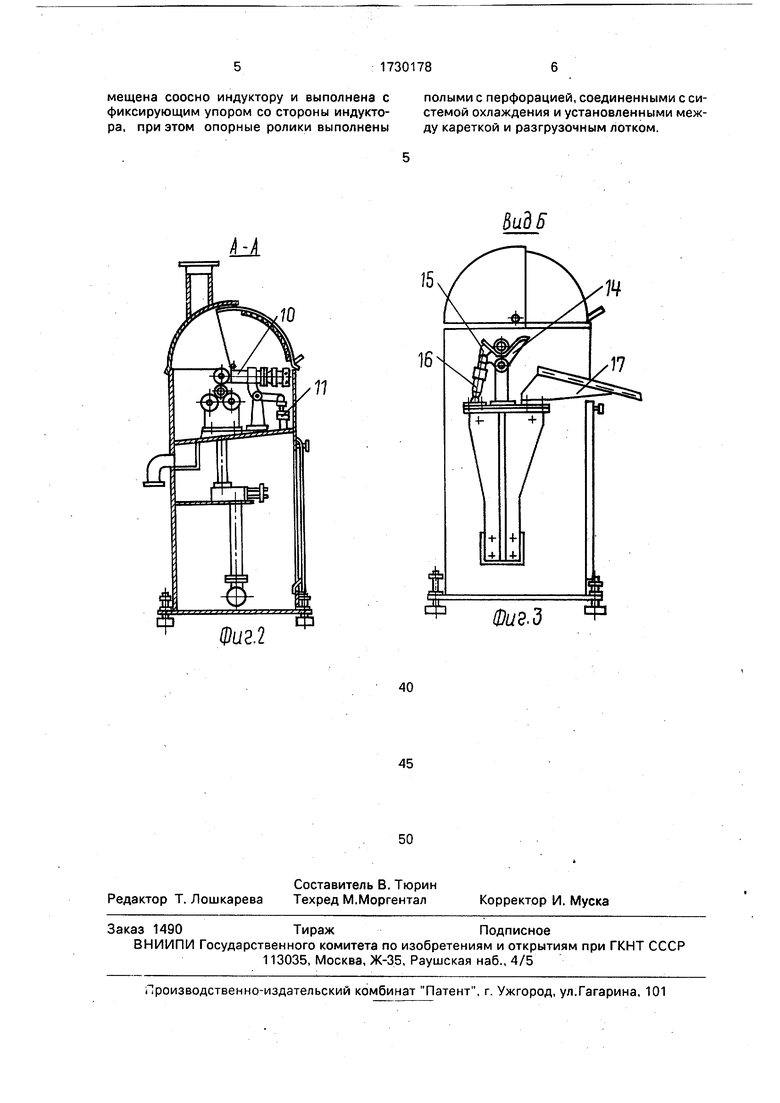
На фиг.1 изображена предлагаемая установка; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.1.
Установка состоит из накопителя 1, механизма 2 поштучной подачи изделия, загрузочного лотка 3, транспортирующей каретки с упором 4, подающего винта 5, гидрсмотора 6. Закалочная установка 7 состоит из корпуса 8, перфорированных роликов 9, механизма 10 вращения изделия, гидроцилиндра 11 прижима прижима механизма вращения, гидромотора 12 вращения изделия, индукторов 13 со спреерами, лотка 14 разгрузки с упором 15, гидроцилиндра 16 поворота лотка разгрузки и склиза 17.
Работает установка следующим образом.
Изделия из накопителя 1 поштучно механизмом 2 подачи подаются на загрузочный лоток 3. Гидромотор 6, вращая винт 5, перемещает транспортирующую каретку с упором 4. Упор, нажимая на торец изделия, заталкивает его в закалочную установку 7 через индукторы 13 по перфорированным роликам 9, одновременно выталкивает уже обработанное изделие с закалочной установки 7 на лоток 14 разгрузки. Лоток 14 разгрузки при помощи гидроцилиндра 16 поворота лотка опрокидывает последний, и деталь скатывается на склиз 17, а затем в тару. При повороте лотка 14 разгрузки подводится упор 15 к торцу находящегося в закалочной установке изделия, Этим самым ограничивается осевое перемещение изделия, находящегося между упором 15 и кареткой с упором 4.
Затем гидроцилиндр 11 через рычаги прижимает обрезиненным роликом механизма 10 вращения изделия к поддерживающим роликам 9, укрепленным на корпусе 8, после чего включается гидромотор 12 вращения изделия, который приводит изделие во вращение. Одновременно включают индукторы 13 высокочастотного нагрева и при подаче охлаждающей жидкости через спре- ер изделие калится.
После окончания процесса калки гидроцилиндр 11 отводит ролики механизма 10 вращения от изделия, лоток 14 разгрузки с упором 15 и транспортирующая каретка с упором 4 отходят в исходное положение и цикл повторяется,
Формула изобретения Установка для индукционной закалки концов длинномерных изделий, содержащая станину, индуктор-спреер с системой охлаждения и механизм перемещения изделий в виде опорных и установленного над ними прижимного роликов и каретки, от л и- чающаяся тем, что, с целью повышения качества закалки путем жесткой фиксации изделий относительно индуктора и исключения коробления, механизм перемещения выполнен с размещенным соосно индуктору разгрузочным лотком с фиксирующим упором со стороны индуктора, каретка размещена соосно индуктору и выполнена с фиксирующим упором со стороны индуктора, при этом опорные ролики выполнены
полыми с перфорацией, соединенными с системой охлаждения и установленными между кареткой и разгрузочным лотком.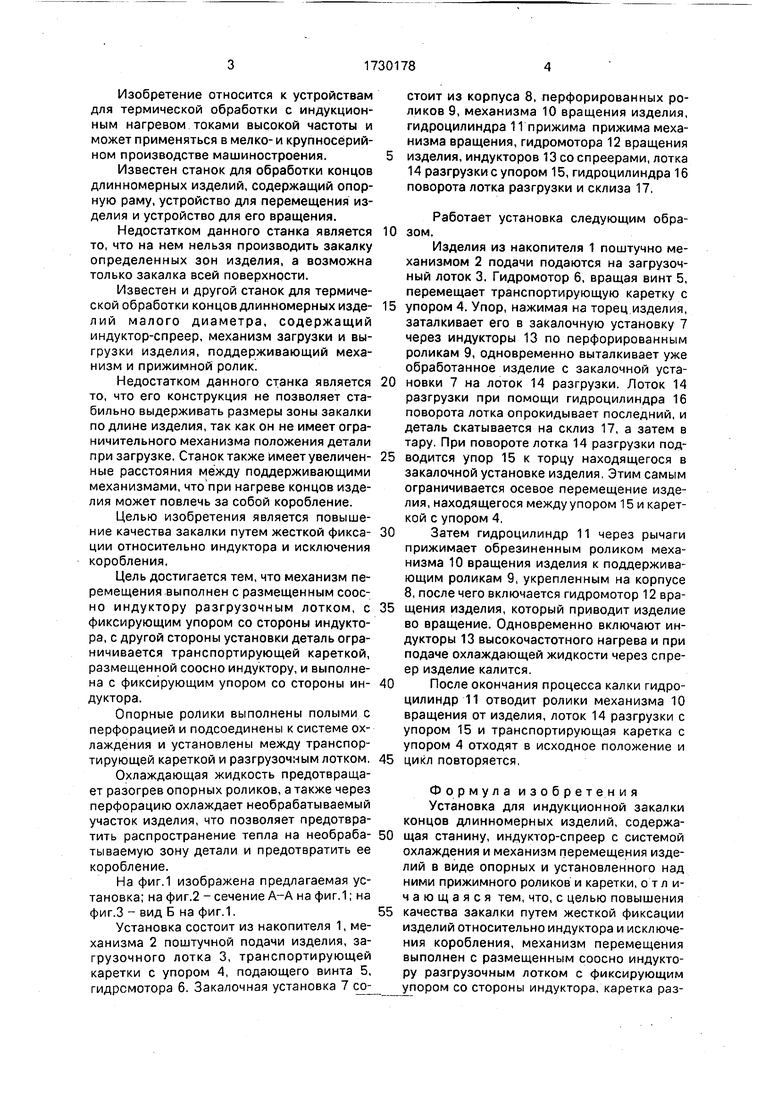
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционной закалки длинномерных изделий | 1971 |
|
SU447444A1 |
| Автомат для закалки | 1991 |
|
SU1792434A3 |
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Установка для закалки изделий | 1982 |
|
SU1084313A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Установка для термической обработки длинномерных изделий | 1989 |
|
SU1652360A1 |
Изобретение относится к устройствам для термической обработки с индукционным нагревом и может применяться в мелко-и крупносерийном производстве. Целью изобретения является предотвращение искривления длинномерных изделий малого диаметра, стабильность зон нагрева изделия и полная автоматизация процесса калки. Установка для индукционной закалки концов тонких длинномерных изделий состоит из накопителя 1, механизма 2 поштучной подачи изделия, загрузочного лотка 3, транспортирующей каретки с упором 4, подающего винта 5, гидромотора 6. Закалочная установка 7 состоит из корпуса 8, перфорированных роликов 9, механизма 10 вращения изделия, гидроцилиндра прижима механизма вращения, гидромотора 12 вращения изделия, индукторов 13 со спрее- рами, лотка 14 разгрузки с упором 15, гидроцилиндра 16 поворота лотка разгрузки и склиза 17. Установка увеличивает производительность труда за счет одновременной закалки обоих концов изделия одновременно, повышает качество за счет стабилизации ширины закалочного поля и возможности полной автоматизации процесса термообработки. 3 ил. (Л
| Станок для термообработки концов длинномерных изделий | 1980 |
|
SU1002373A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
