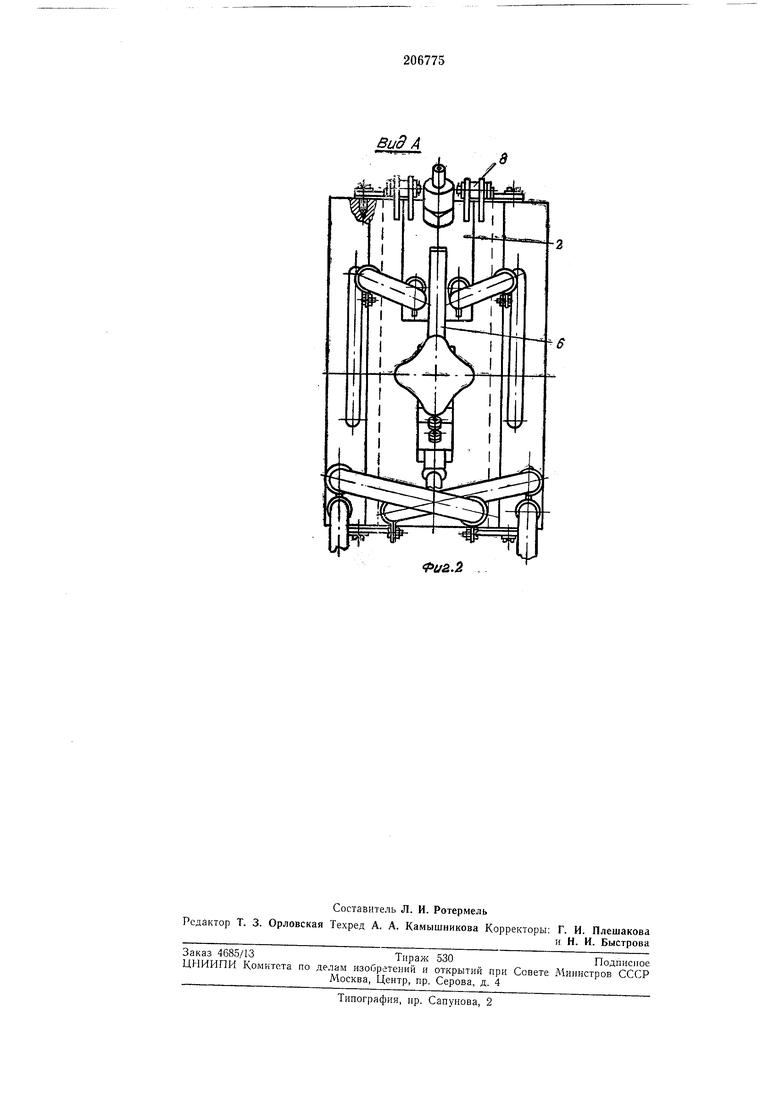
Известны устройства для электрошлаковой сварки, содержащие формирующий ползун, охлаждаемый водой, и приспособления для направления присадочной проволоки в зону сварки. В предлагаемом устройстве в отличие от известных направляющие приспособления шарнирно установлены на верхней части ползуна и снаблсены механизмами, с помощью которых регулируется угол подачи присадочной проволоки. Регулирующий механизм может быть выполнен в виде кронщтейна, жестко связанного с направляющим приспособлением и снабженного винтовой парой, гайка которой щарнирно установлена в кронщтейне, а винт шарнирно связан с ползуном. Угол подачи присадочной проволоки в сварочную ванну изменяется в зависимости от толщины свариваемого металла, что улучшает качество сварных швов. На фиг. 1 изображено устройство для электрошлаковой сварки металлов; на фиг. 2 - то же, вид по стрелке А. Устройство состоит из ползуна Л приспособлений 2, направляющих присадочные проволоки 3 в сварочную ванну 4, механизмов 5, регулирующих угол а подачи проволок 3, с токоподводами 6, приваренными к корпусам направляющих приспособлений 2. Последние изолированы от корпуса ползуна 1 изоляционной прокладкой 7 и связаны с ним с помощью шарниров 8. Между токоподводами 6 и корпусом ползуна проложена изоляционная прокладка 9. Регулирующий механизм 5 выполнен в виде кронштейна, снабженного винтовой парой, гайка 10 которой шарнирно установлена в кронштейне, а винт // шарнирно связан с ползуном /. Присадочная проволока 3 подается через наконечник 12 и направляющее устройство 2 в сварочную ванну 4. Проволока расплавляется, образуя металлическую ванну 13, которая, кристаллизуясь, превращается в сварной шов 14. Предмет изобретения 1. Устройство для электрошлаковой сварки, содержащее формирующий водоохлаждаемый ползун и направляющие приспособления для подачи присадочной проволоки, отличающееся тем, что, с целью улучшения качества сварных швов, направляющие приспособления шарнирно установлены на верхней части ползуна и снабжены регулирующими механизмами угла наклона подачи присадочной проволоки.
2. Устройство по п. 1, отличающееся тем, что регулирующий механизм угла наклона выполнен в виде кронштейна, жестко связанного с направляющим приспособлением и снабженного винтовой парой, гайка которой щарнирно установлена в кронштейне, а винт щарнирно связан с ползуном.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ сотовых КОНСТРУКЦИЙ | 1970 |
|
SU284219A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ВНУТРЕННИХ швов ТРУБ | 1972 |
|
SU335061A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1967 |
|
SU201565A1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
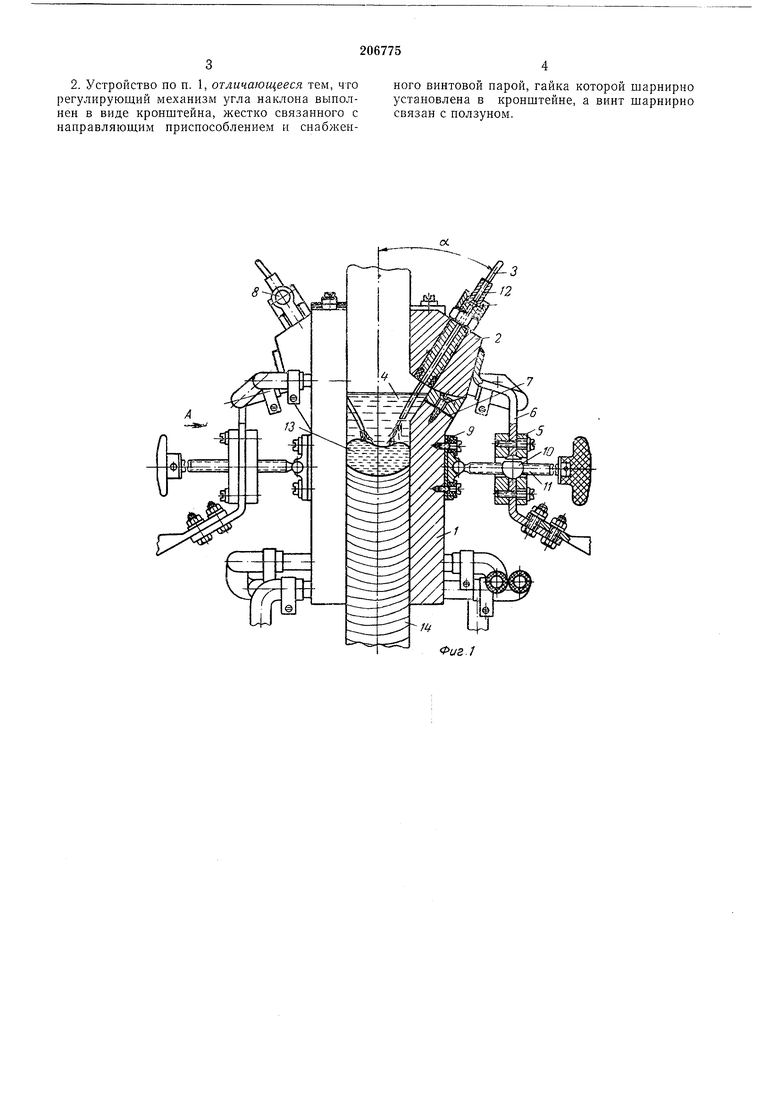
Фиг.1
Вид А
