Известен станок для закалки зубчатых венцов наружного и внутреннего зацепления, а также шлицев с нагревом ТВЧ, содержащий наклоняемый поворотный делительный стол, стойку с вертикальной кареткой, несущей щуп, контактирующий с зубом заготовки, и каретку трансформатора с индуктором.
Предложенный станок отличаегся от известного тем, что его индуктор и щун связаны между собой следящей системой, определяющей положение индуктора относительно закаливаемых зубьев, а делительный стол оборудован устройством для его точной установки в положение, соответствующее окончанию щагового деления. Это обеспечивает постоянный зазор между рабочидм контуром индуктора и закаливаемой поверхностью и, следовательно, повышает качество закалки.
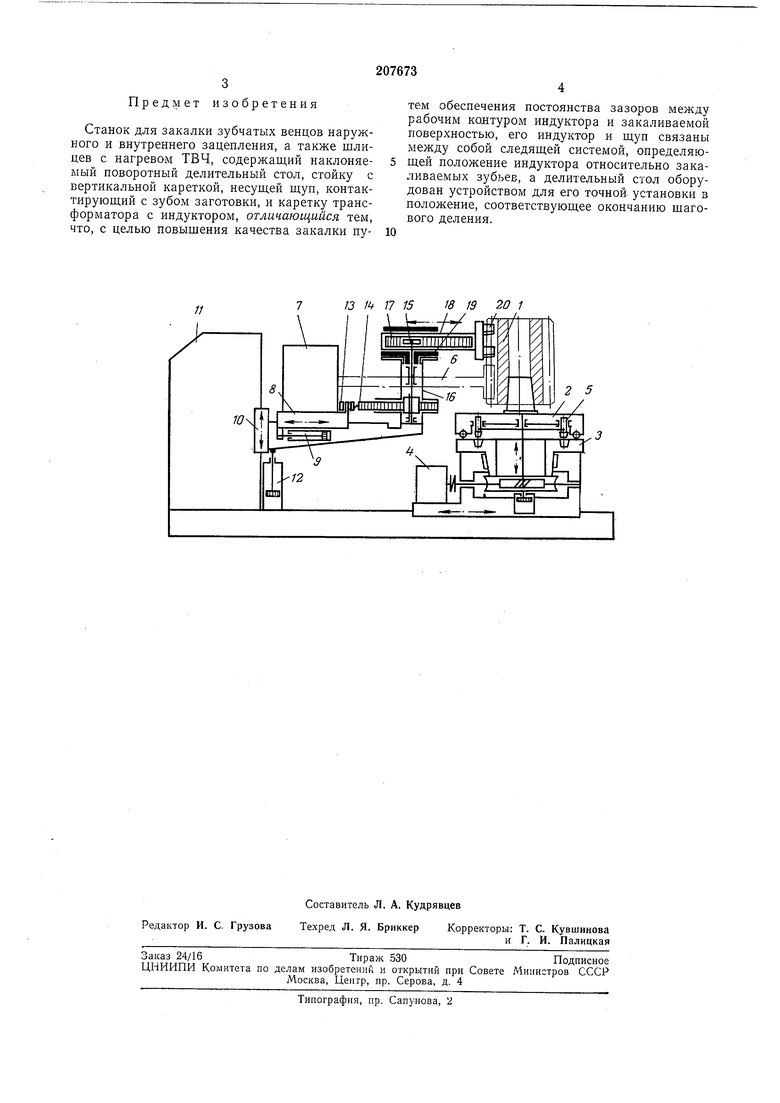
На чертеже представлена схема станкаДеталь / размещена на планшайбе 2 поворотного делительного стола 3. Стол снабжен устройством 4 автоматического единичного деления и устройством 5, жестко фиксирующим с ним планшайбу 2 в момент шаговых делений. Устройство 5, кроме того, устанавливает планшайбу 2 после угловых ее поворотов в процессе закалки косых зубьев в положение, соответствующее окончанию предыдущего щагового деления. Индуктор 6, присоединенный к вторичному витку закалочного трансформатора 7, поочередно входит во впадины между зубьями закаливаемой детали /.
Трансформатор 7 смонтирован на горизонтальной каретке 8, имеющей привод 9. Каретка 5 перемещается по направляющим вертикальной каретки 10, а вертикальная каретка 10 - по направляющим стойки 11 от иривода 12. Кропштейн каретки 8 связан с регулируемым упором 13 рейки 14 следящего устройства. Рейка 14 входит в зацепление с валшестерней 15, смонтированной в корпусе 16, закрепленном на вертикальной каретке 10.
Ьал-шестерня /5 входит так же в зацепление с рейкой П ползуна 18, размещенного в поворотной части 19 корпуса 16.
Ползун 18 несет на себе щуп 20 следящего устройства. Щуп 20, контактируя с эвольвентными поверхностями бокового профиля зубьев закаливаемой детали /, определяет каждый раз положение индуктора в закаливаемой впадине, обеспечивая постоянство зазоров между закаливае мым контуром и активным проводом индуктора. Щуп 20 осуществляет при закалке косозубых и шевронных зубчатых колес угловые повороты планшайбы 2 после шаговых делений и грубый возврат ее в исходное положение.
Предмет изобретения
Станок для закалки зубчатых венцов наружного и внутреннего зацепления, а также шлицев с нагревом ТВЧ, содержащий наклоняемый новоротный делительный стол, стойку с вертикальной кареткой, несущей щуп, контактирующий с зубом заготовки, и каретку трансформатора с индуктором, отличающийся тем, что, с целью повышения качества закалки путем обеспечения постоянства зазоров между рабочим контуром индуктора и закаливаемой поверхностью, его индуктор и щуп связаны между собой следящей системой, определяющей положение индуктора относительно закаливаемых зубьев, а делительный стол оборудован устройством для его точной установки в положение, соответствующее окончанию шагового деления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Способ контурной закалки секторов зубчатых венцов и станок для его осуществления | 1982 |
|
SU1129245A1 |
| Станок для закалки зубчатых изделий | 1974 |
|
SU556188A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС | 1968 |
|
SU221724A1 |
| Установка для закалки криволинейных поверхностей | 1976 |
|
SU644848A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
/ /5 2ff 1
/J f 77 75
I/.
