Известны устройства для автоматической подналадки резца на заданный размер обработки и безрисочного вывода резца из обработанного отверстия, содержащие упругодеформируемую оправку с резцом, винтовой упор и нажимной силовой механизм.
В описываемом устройстве для новышения точности и возможности осуп1,ествления предварительного набора линейных шагов подналадки гидроцилиндр установлен на некотором расстоянии от винтового упора. Винтовой упор настраивают на необходимый линейный шаг нодналадки новоротом вала электродвигателя. Поворот винтового упора фиксируется с помощью ламельного переключателя.
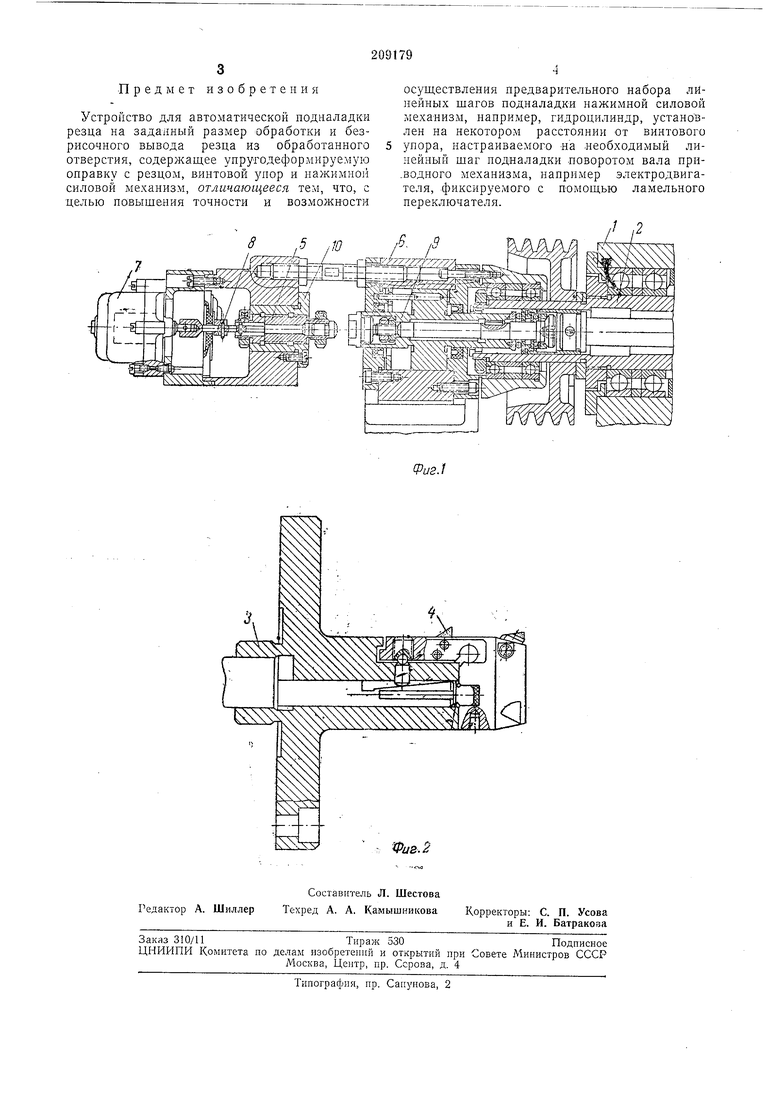
На фиг. 1 схематически изображен общий вид нажимного силового гидроцилиндра и регулируемого винтового упора с приводным механизмом; .на фиг. 2 - общий вид упругодеформируемой оправки с резцом.
Устройство состоит из корпуса 1, шпинделя 2, к фланцу которого прикреплена упругодеформируемая оправка 5 с резцом 4, вин.тового упора 5, гидроцилиндра 6, электродвигателя 7 и ламельного переключателя S.
Работает устройство следующим образом.
В момент подналадки шток-поршень 9 гидроцилиндра 6 занимает крайнее правое положение. При этом регулируемый упор 5 свободен от осевых усилий нажимного силового
гидроцилиндра 6. Таким образом, необходимая мощность приводного электродвигателя 7 очень незначительна и потребна лишь для преодоления сил трения в ненагруженной наре винт 5 - гайка 10, что резко снижает износ пары, увеличивает ее долговечность и сохраняет точность параметров всего устройства. Кроме того, вся конструкция существен-но упрощается в связи с отсутствием различных
редукторов, необходимых для получения достаточного крутящего момента для вращения винта в тех конструкциях, в которых винт находится под нагрузкой силового нажимного механизма.
Величина подъема резца 4 при прочих равных условиях определяется углом поворота ви.нта 5 за один импульс и фиксируется ламельным переключателем 8. По команде на подналадку шток-поршеньР
гидроцилиндра 6 займет правое крайнее положение и электродвигатель 7 начнет вращаться. Как только скользящий контакт ламельного переключателя 8 замкнет очередной неподвил ный контакт, электродвигатель 7 отключится, после чего шток-поршень 9 упрется в винт 5. Резец настроен на определенный размер. Направление вращения электродвигателя 7 и число импульсов задается оператором в зависимости от того, какую поднаПредмет изобретения
Устройство для автоматической подналадки резца на заданный размер обработки и безрисОЧного вывода резца из обработанного отверстия, содержащее упругодеформируемую оцравку с резцом, винтовой упор и нажимной силовой механизм, отличающееся тем, что, с целью повышения точности и возможности
осуществления нредварительного набора линейных шагов подналадки нажимной силовой механизм, например, гидроцилиндр, установлен на некотором расстоянии от винтового упора, настраиваемого на .необходимый линейный щаг подналадки поворотом вала при.водного механизма, например электродвигателя, фиксируемого с помощью ламельного переключателя.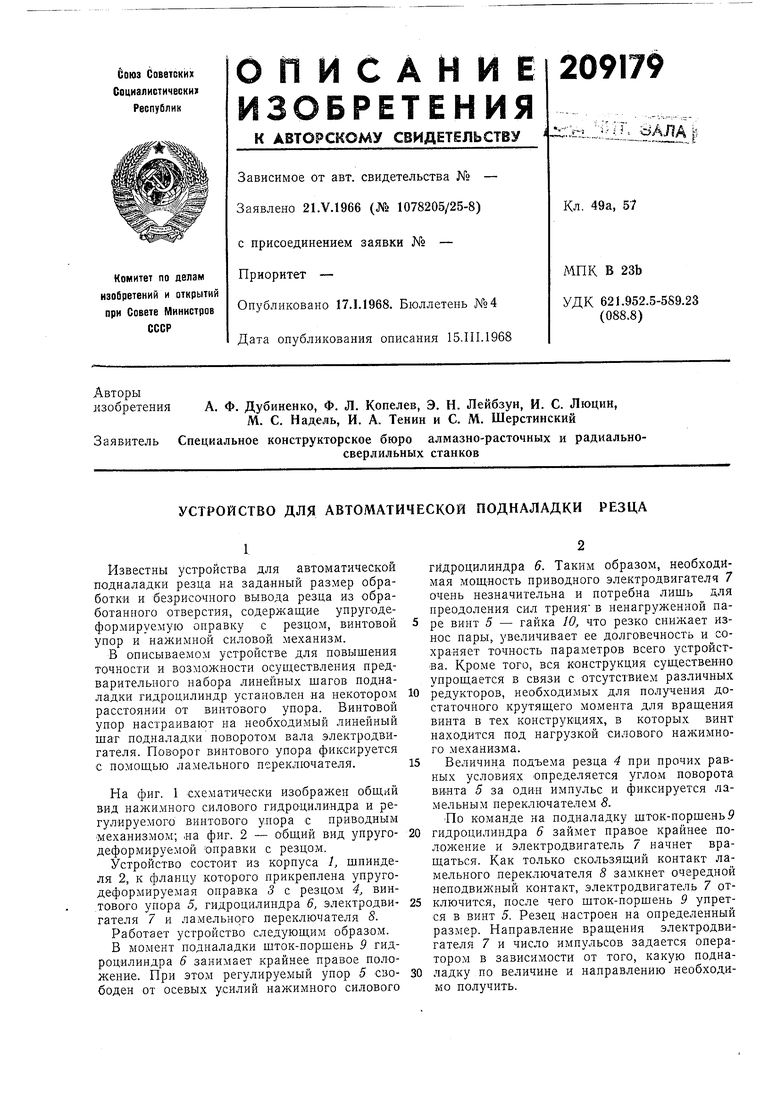
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИРЕЗЦА | 1971 |
|
SU319405A1 |
| Устройство для автоматической подналадки резца | 1979 |
|
SU872051A2 |
| Устройство для автоматической подналадки резца | 1980 |
|
SU929344A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Устройство для автоматической подналадки резца | 1986 |
|
SU1389936A1 |
| Устройство для автоматической подналадки резца | 1972 |
|
SU447228A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Устройство для автоматической подналадки резца и его отвода от обработанной поверхности | 1960 |
|
SU132030A1 |
| МЕХАНИЗМ АВТОПОДНАЛАДКИ РЕЗЦА | 1971 |
|
SU312737A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |