Известны устройства для автоматической подналадки резца и его безрисочного вывода из обработанного отверстия с упругодеформированной оправкой, винтовым упором, настраиваемым на необходимый линейный шаг подналадки поворотом вала электродвигателя, и силовым гидроцилиндром, взаимодействующие с центральной тягой. Однако они характеризуются большими габаритами.
Предлагаемое устройство отличается от известных тем, что винтовой упор механизма подналадки выполнен установочно перемещаемым относительно электродвигателя и центральной тяги и смонтирован в осевой резьбовой расточке норщня силового гидроцилиндра. Это обеспечивает не только значительное сокращение размеров консольной части механизма, но и возможность использования устройства как с гидропластными, так и другими конструкциями расточных борщтанг. Кроме того, это повышает точность обработки.
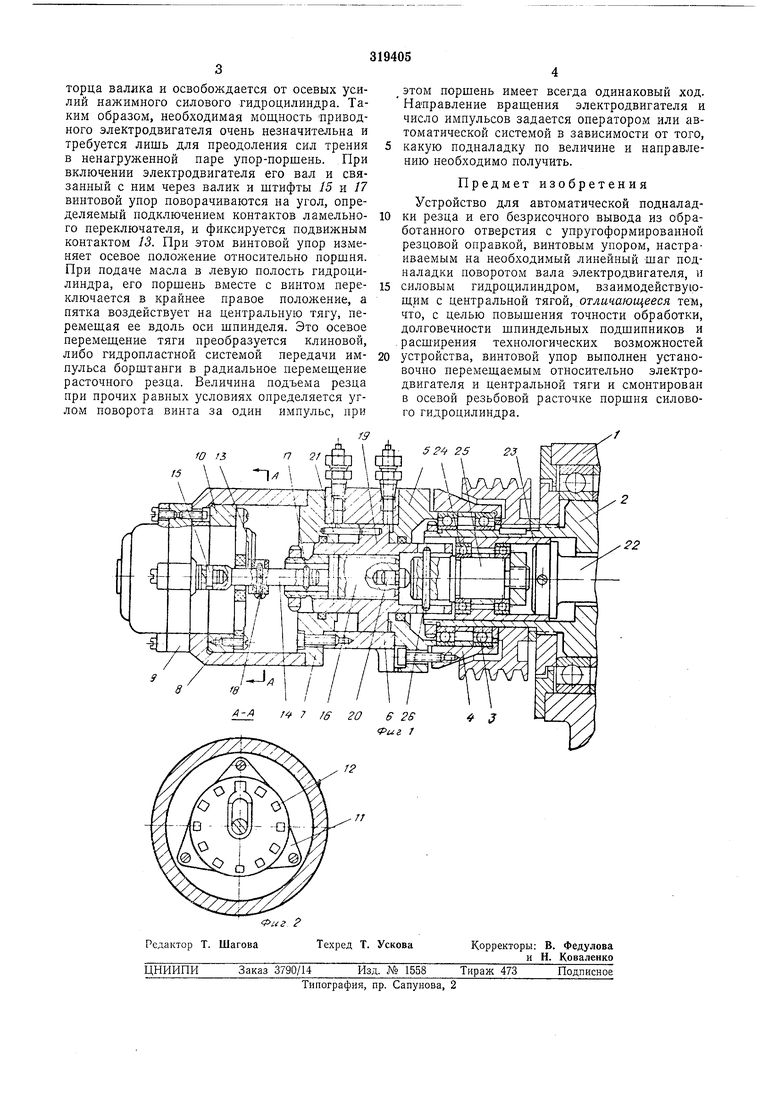
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез по Л-А на фиг. 1.
Устройство состоит ИЗ корпуса 1 шпиндельной гoлoвкиJ внутри которой на рабочих подщипниках смонтирован рабочий шпиндель 2. На хвостовике шпинделя через подшипники 3 смонтирован стакан 4, к торцу которого крепится крышка 5 корпуса силового гидроцилиндра 6: К крышке 7 гидроцилиндра крепится через промежуточный стакан 8 электродвигатель 9. Внутри стакана на кольце 10 смоптирован ламельный переключатель //, имеющий неподвижные контакты 12, подвижный 13 и валик 14, один конец которого штифтом 15 жестко соединен с валом электродвигателя, а второй - продольно подвижно с винтовым
упором 16 подпаладки и передает крутящий момент через штифт 17. Подвижный контакт 13 ламельного переключателя с помощью винта 18 закреплен на валике. Поршень 19 силового гидроцилиндра выполнен с осевой
резьбовой расточкой, в которой смонтирован винтовой упор с нан имной пяткой 20. Поршень штифтом 21 предохранен от поворота в корпусе цилиндра. Внутри шпинделя смонтирована центральная тяга 22, несущая втулку 23, внутри которой на подшипниках 24 смонтирован промежуточный валик 25, предохраненный от поворота штифтом 26. Подача рабочей жидкости в гидроцилиндр осуществляется через трубопроводы. К фланцу шпинделя крепится корпус упругодеформируемой оправки.
В момент подналадки масло подается в правую полость гидроцилиндра и перемещает поршень в левое крайнее полол ение. При
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки резца | 1986 |
|
SU1389936A1 |
| Устройство для автоматической подналадки резца | 1972 |
|
SU447228A1 |
| Устройство для автоматической подналадки резца | 1979 |
|
SU872051A2 |
| Устройство для автоматической подналадки резца | 1980 |
|
SU929344A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ РЕЗЦА | 1968 |
|
SU209179A1 |
| Устройство для расточки и подрезки торца | 1986 |
|
SU1360912A1 |
| МЕХАНИЗМ АВТОПОДНАЛАДКИ РЕЗЦА | 1971 |
|
SU312737A1 |
| Устройство для перемещения резца с поднакадкой | 1973 |
|
SU480530A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU933277A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
