Известно, что в выпускаем;ых в настоящее время промышленностью корпусах арматуры для пара высоких параметров, с целью увеличения их износостойкости, производится наплавка седла под клапан износостойкими материалами.
При ручной наплавке из-за небольших плотностей тока и трудностей визуального контроля качество наплавки целиком зависит от квалификации сварщика.
Предлагаемое изобретение относится к оборудованию, для механизированной наплавки уплотнительных поверхностей корнусов труболроводной арматуры.
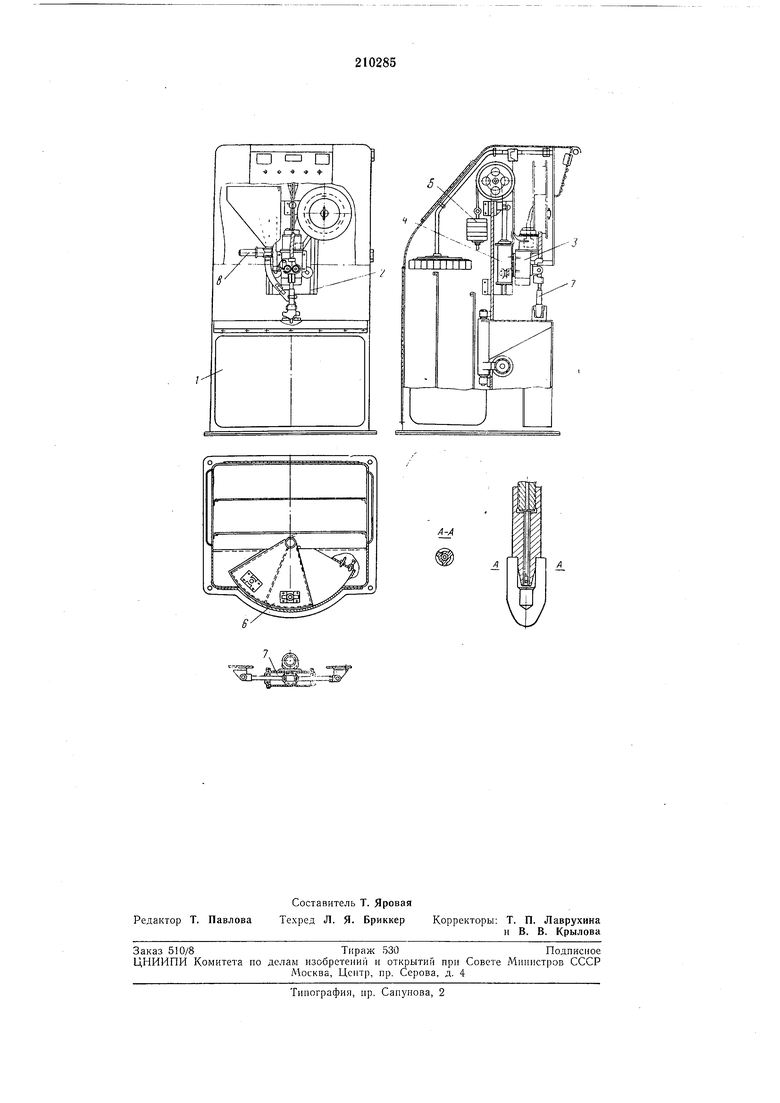
На чертеже схематически изображен станок в трех проекциях.
Станок состоит из станины /, в верхней части которой размещены направляющие 2 для Вертикального перемещения сварочной головки 3. Сварочная головка совместно с катуш«ой и флюсобункером закреплена на корпусе пневмоцилиндра 4. При подаче воздуха в полость цилиндра сварочная головка с мундштуком совершает рабочее движение, возврат се в исходное положение осуществляется противовесом 5. Поворот секторного стола 6 на погрузочно-разгрузочную и рабочую позиции осуществляется с помощью пневмоцилиндра с зубчатой рейкой.
Работа станка осуществляется следующим образом. Корпус арматуры, подлежащий наплавке, устанавливается с большими зазорами в нриспособлении стола 6 на загрузочной позиции; механизмом 8 новорота корпус подается на рабочую позицию. Здесь включается пневмоцилиндр 4 и сварочная головка 5 вместе с мундштуком 7, изделие устанавливается концентрично мундштуку. Далее происходит закорачивание электрода, засыпка при помощи нневмошибера порции флюса и зажигание дуги. По окончании процесса наплавки, определяемого при помощи реле времени, мундштук при помощи противовеса 5 подается вверх, и наплавленная деталь поворотным столом 6 подается в положение разгрузки. Одновременно на рабочую позицию подается новая деталь, и цикл повторяется.
Предмет изобретения
Мундштук сварочной головки к станкам для наплавки донышек глубоких глухих отверстий в изделиях, не имеющих наружных концентрических отверстий установочных баз, обличающийся тем, Что, с целью точного направления электрода в отверстии и уменьшения вылета электрода, цилиндрическая часть мундштука переходит в конусную, а его наружная поверхность покрыта термо- и износостойким электроизоляционным материалом, напрн.мер корундом.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| Установка для электродуговой наплавки зубьев венцов | 1987 |
|
SU1567339A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Способ автоматической электродуговой наплавки и установка для его осуществления | 1989 |
|
SU1741998A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ | 1971 |
|
SU313642A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1973 |
|
SU372046A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |