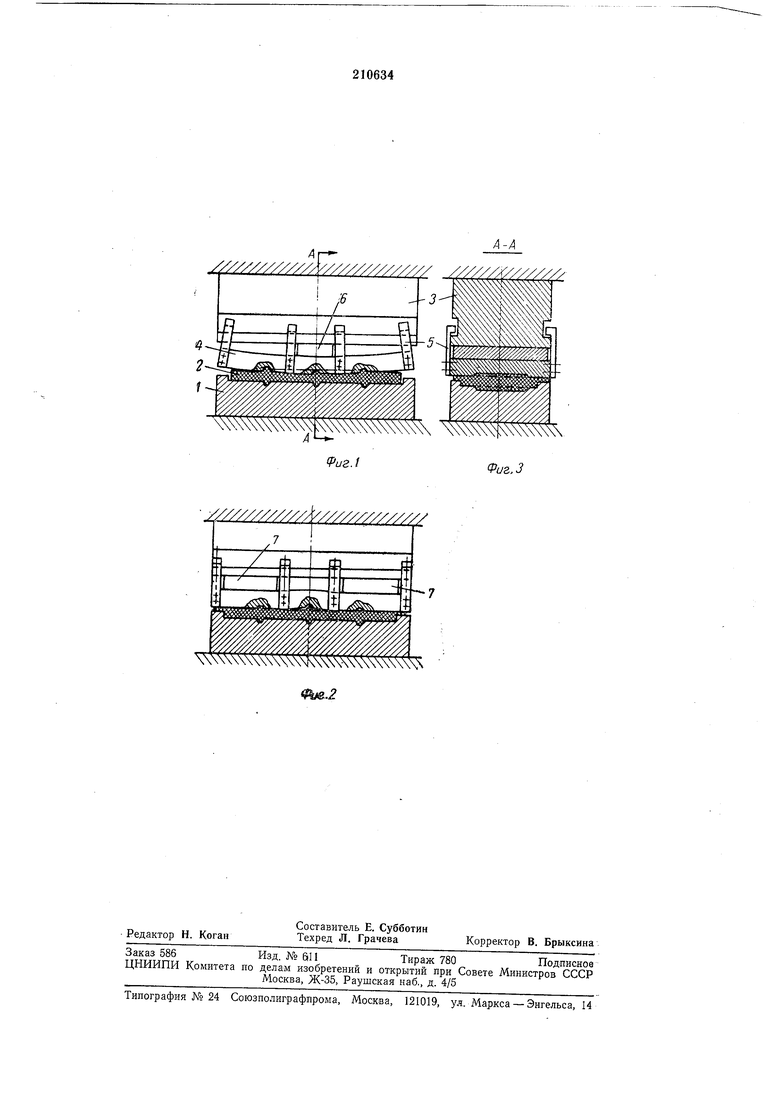
Иавестны штампы для секционной штамповки крупногабаритных изделий, 1включаюш.ие пуансол с последовательно действуюш,ими секциями. Предлагаемый штамп отличается от навеетных тем, что, с целью устранения дефектов в переходных участках, повышения качест1ва поверхности и точностей размеров изделия, на пуаисоне смонтирО)вапа гибкая упругая пластина, контактирующая с указанными секциями. На фиг. 1 изобр ажена схема предлагаемого штампа с секцией, уложенной в центральной части штампа между пуансоном и лластийой; на фиг. 2 - то же, с секциями, уложенными.на периферийных участках штампа между пластиной и пуансоном; на фиг. 3 - разрез по Л-А на фиг. 1. На нижнюю 4:aiCTb штампа - матрицу / укладывается за.готовка 2, на кторую 1воздействует верхняя часть штампа - пуаисон 3 через тонкую и гибкую пластину 4, подвешенную к нему с помош;ью тяг 5. Рабочая поверхность пластины выполнена с гравюрой. Пластийа имеет (возможадасть Вертикального перемещения отнО)аительно пуаисона. Между пуансоном и пластикой в ее центральной части помещается секция-трокладка 6. При рабоч-ем ходе преоса иуансон S передает усилие на заготовку 2 через секциюпрокладку 6 и пластину 4. Благодаря гибкости пластины деформация заготовки происходит преимущественно в средней ее части под прокладкой. После первого хода пуаисои 5 приподнимается до освобождения секции-прокладки 6, извлекается из штампа, а на периферийные участки между пластиной и пуансоном устанавливаются секции-прокладки 7. Производится второй рабочий ход пресса, во время которого деформируются периферийные участки заготовки. Штамп предлагаемой конструкции может найти применение при штамповке с рабочими ходами в границах допустимой упругой деформации пластины. Эффекти(вно его применение пр.и штамповке ребристых панелей с тонкими ребрами, а также для опе1раций чеканки и калибровки. П р ед ме.т. изобретения «. Штамп для секционной штамповки крупногабаритных изделий, включающий пуансон с последовательно дейстгвующеми секциями, отличающийся тем, что, с целью устранения дефектов в переходных участках, повышения качества поверхности и точности размеров изделия, на пуаиооне смонтирована гибкая упругая пластина, контактирующая с указанными |С6КЦИЯМИ.
ч
А
(риг.1
Фиг.З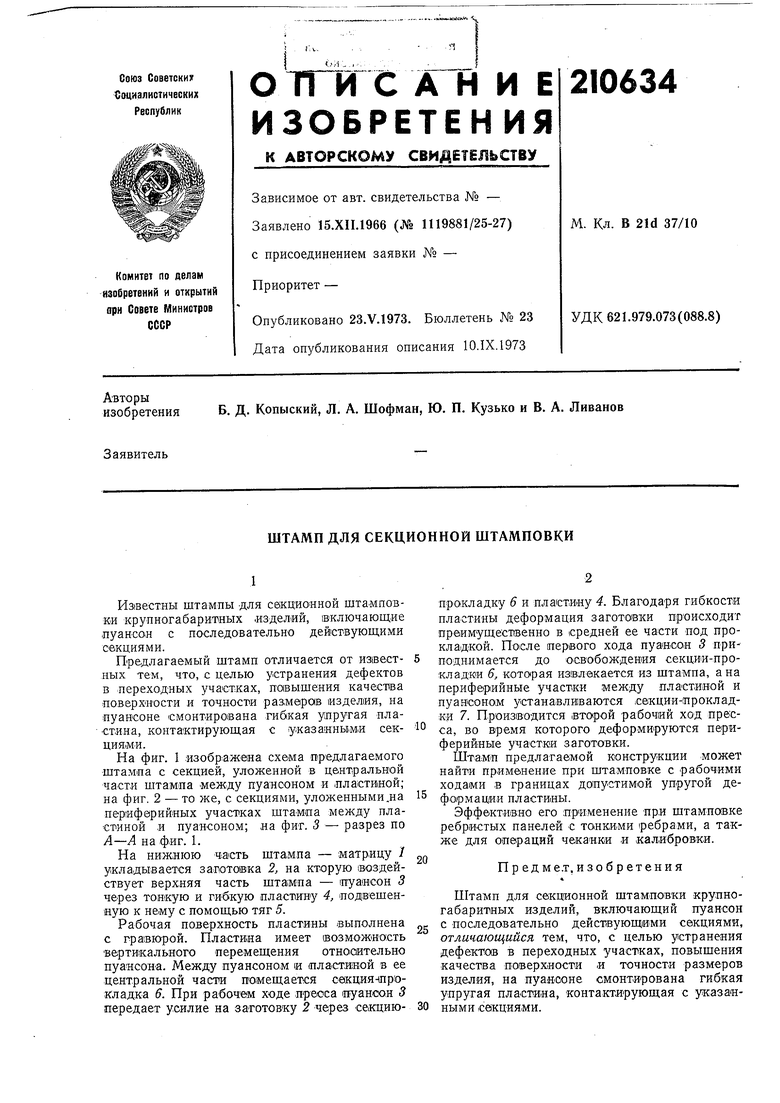
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прошивки и правки заготовок | 1985 |
|
SU1303242A1 |
| СПОСОБ СЕКЦИОННОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХДЕТАЛЕЙ | 1972 |
|
SU343750A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Способ изготовления крупногабаритных днищ | 1979 |
|
SU871900A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
-/////////////л ///// ////////
