,1
Известны полировальные автоматы для обработки твердых материалов, например, полупроводников, содержащие полировочные диски, штоки с вакуумными присосками, транспортирующие заготовки в процессе полирования, вакуумные клапаны и питатель для поштучной выдачи заготовок. Однако в автоматах такого типа на полируемой поверхности образуются мельчайшие диски-волосовины. Кроме того, при развакуумировании полости штоков, например, в процессе полирования, торцы штоков касаются полировочных дисков, что приводит к износу торцов и засорению вакуумных присосов.
Описываемый автомат отличается тем, что вакуумные присоски выполнены вращающимися на штоках и снабжены шестерней, входящей во время полирования в зацепление с коронной щестерней. Это повышает качество полирования и устраняет микрориски. Кроме того, с целью предотвращения касания торца вакуумной присоски с полировальными дисками в случае выпадения заготовки в процессе полирования, штоки снабжены профильной канавкой, взаимодействующей с защелкой вакуумного клапана.
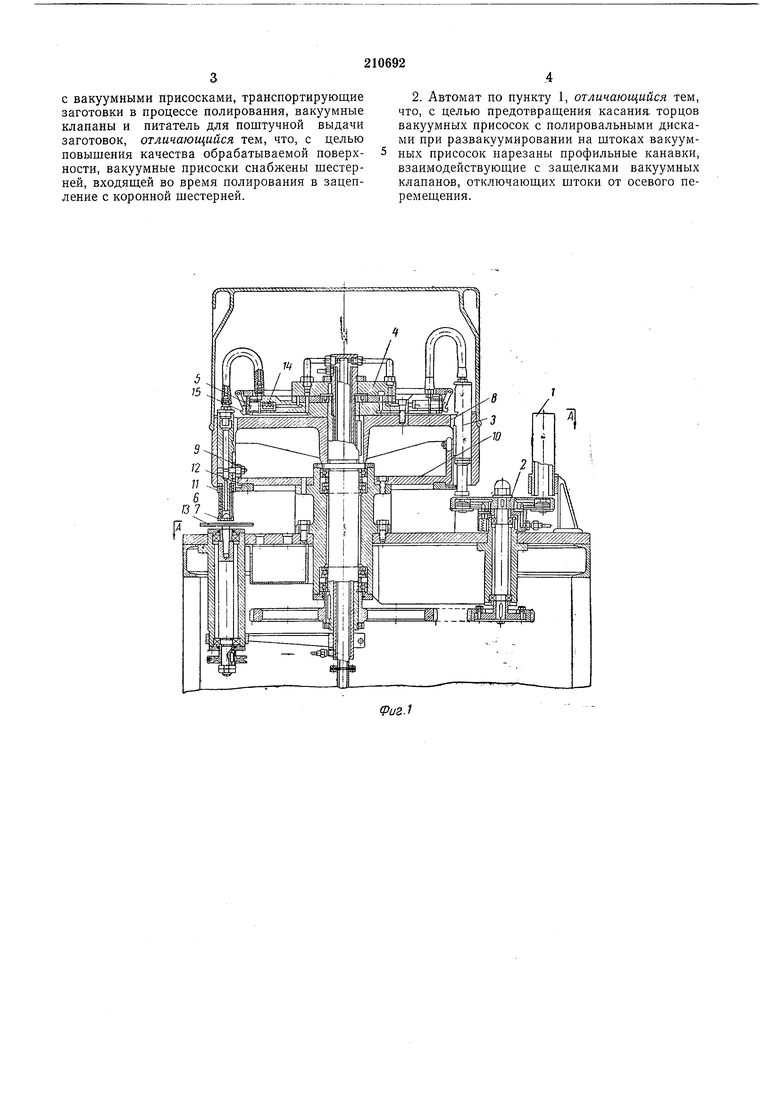
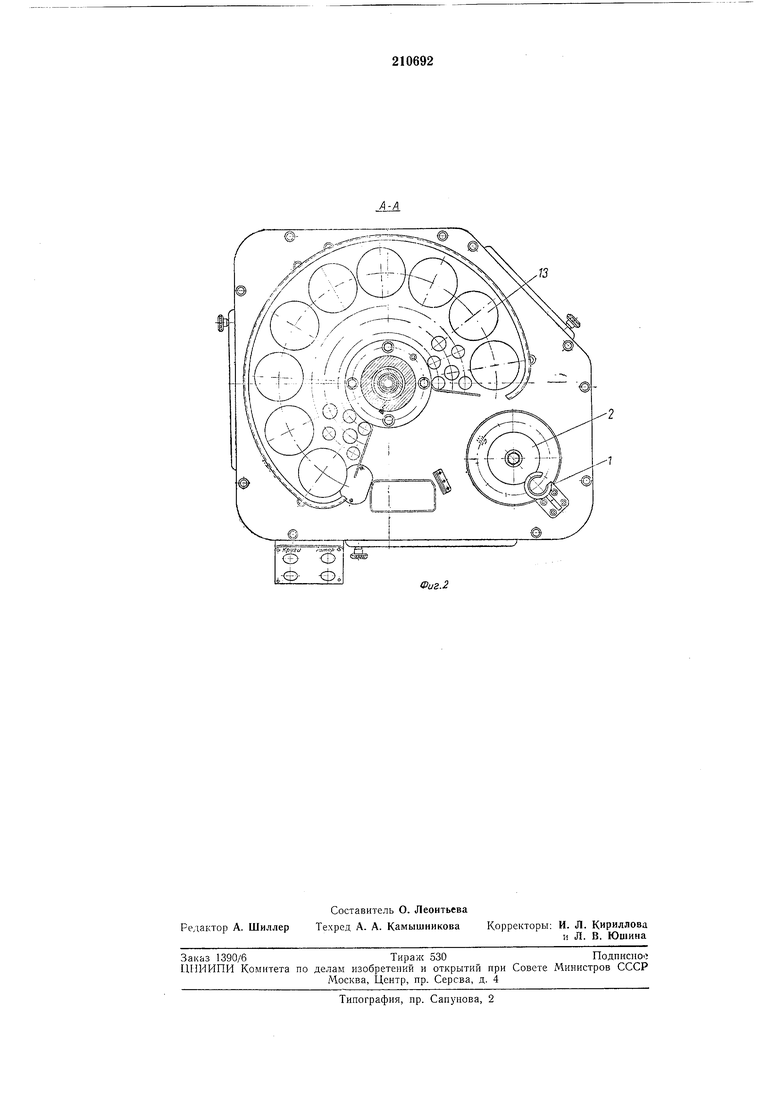
Заготовки помещают в кассету /, из которой их поштучно подает механизм 2. При совмещении оси заготовки, находящейся на рабочей позиции механизма 2 со штоком 3 через вакуумно-распределительное устройство 4 и соответствующий клапан 5 в присоске 6 создается разряжение. Заготовка присасывается к присоске 6, покрытой тонкой твердой резиной 7. При вращении ротора 8 шток 3, ролик 9 которого находится на копире 10, опускается и щестерня 11 вакуумной присоски 6 входит в зацепление с коронной щестерней 12. Обкатываясь по ней, вакуумная присоска 6 начинает вращаться.
Таким образом, заготовка в процессе полирования, кроме поступательного движения относительно вращающихся полировальных дисков 13, вращается и относительно своей оси. Шток 3 в верхней части имеет профильную
канавку. В случае выпадения диска во время полирования полость вакуумной присоски 6 соединяется с атмосферой. Пружина 14 выдвигает клапан 5, защелка 15 попадает в профильную канавку и удерживает щток 3 от
опускания на диски 13.
Предмет изобретения
с вакуумными присосками, транспортирующие заготовки в процессе полирования, вакуумные клапаны и питатель для поштучной выдачи заготовок, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, вакуумные присоски снабжены шестерней, входящей во время полирования в зацепление с коронной шестерней.
2. Автомат по пункту 1, отличающийся тем, что, с целью предотвращения касания торцов вакуумных присосок с полировальными дисками при развакуумировании на щтоках вакуумных присосок нарезаны профильные канавки, взаимодействующие с защелками вакуумных клапанов, отключающих щтоки от осевого перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОЛИРОВАНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ РАЗЛИЧНЫХ ТВЕРДЫХ МАТЕРИАЛОВ | 1969 |
|
SU232787A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| Автомат для печатания ярлыков | 1979 |
|
SU825344A1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1982 |
|
SU1015993A1 |
| УСТРОЙСТВО для ПОЛИРОВАНИЯ плоских ПОВЕРХНОСТЕЙ | 1966 |
|
SU189326A1 |
| УСТРОЙСТВО для снятия КЕРАМИЧЕСКИХ ТРУБ | 1968 |
|
SU209998A1 |
| Устройство для сборки и рельефной сварки тела вращения с шипами | 1985 |
|
SU1294550A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПЕРЕХОДОВ ПОЛУПРОВОДНИКОВЫХ СПЛАВНЫХ ТРИОДОВ | 1966 |
|
SU182241A1 |
| Устройство для автоматической подачи на барабан монтажного автомата спиралей ламп накаливания | 1978 |
|
SU746782A1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
Фиг.2
