Известны самонастраивающиеся системы программного управления металлорежущими станками, имеющие узлы измерений в виде щупа и щтока, передающего перемещения щупа на датчик-преобразователь механических перемещений в электрические сигналы.
Предложенный узел отличается от известных тем, что щток его выполнен в виде двух частей, сочлененных с зазором. Часть штока связанная с датчиком-преобразователем, снабжена фиксатором. Это позволяет выделять систематическую часть погрешностей обработки.
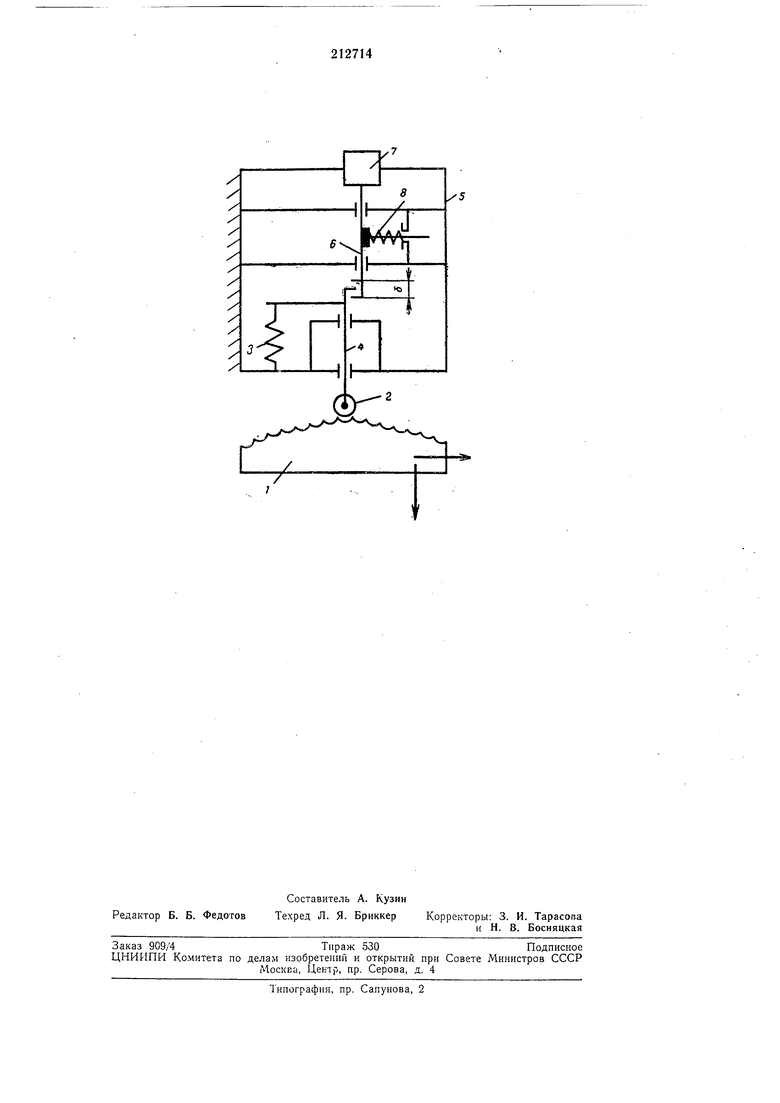
На чертеже представлена коиструкцин узла.
Изделие / перемещается в Соответствии с программой относительно узла измерений. Щуп 2 поджимается пружиной 3 через нижнюю часть 4 штока к изделию и перемещается в процессе измерения относительно корпуса 5. Нижняя часть .штока, сочлененная.с зазором, приводит в движение его верхнюю часть 6, которая передает информацию, необходимую для коррекции программы к датчику-преобразователю 7.
Величина зазора б регулируется при измерении конкретной партии однотипных изделий. Ее устанавливают равной максимальной высоте гребешков. Как известно, высота гребещков определяегся режимами обработки и числом зубьев фрезы и может.быть рассчитана.
Информация от ниж.ней части 4 щтока уже «очищена от шума, порождаемого требешками. Это происходиг потому, что верхняя часть 6 штока перемещается дискретно толыко в моменты его контакта с нижней частью.
В .промежутках между двумя последовательными контактами верхняя часть 6 щтока удерживается фиксатором-демпфером 8 в там положении, в котором ее «оставила нижняя часть. Фиксатор 8 .может быть выполнен в виде демпфера сухого трения или зубчатой муфты.
Предмет изобретения
Узел измерения самонастра ивающейся системы протра.мМНого управления металлорежущими станками, содержащий щуп и шток, передающий информацию щупа на датчикпреобразователь механических перемещений 3 электрические сигналы, отличающийся тем, что, с целью выделения систематической части погрешностей обработки, шток выполнен в виде двух частей, сочлененных с зазором, причем часть его, связанная с датчиком-преобразов ателем, снабжена фиксатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1959 |
|
SU120781A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1967 |
|
SU222848A1 |
| КОНТУРНАЯ СИСТЕМА НРОГРАММНОГО УПРАВЛЕНИЯ-™- МЕТАЛЛОРЕЖУЩИМ СТАНКОМI | 1972 |
|
SU418287A1 |
| КОНТУРНАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ | 1972 |
|
SU329962A1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| Транспортное средство для перегрузки грузов | 1986 |
|
SU1437322A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДАПО СТЫКУ | 1971 |
|
SU418296A1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ и КОНТРОЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1965 |
|
SU173848A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |