,1
Известны авюматы для шлифования желобов шарикоподшипниковых колец, на станине которых установлена бабка изделия € механизмом подачи по заранее задаваемой программе и -бабка шлифовального круга с механизмом качения по дуге.
Особенностью .предлагаемого желобошлифовального автомата является то, что ок снабжен двумя датчиками, измеряюшими перемеш;ение бабки изделия и величину фактического съема припуска, причем результируюш:ий сигнал этих датчиков управляет механизмом подачи бабки шлифовального круга. При таком конструктивном выполнении желабошлифовального автомата механизмпоцачл шлифовальной |бабки может быть выполнен, например, в виде электродвигателя, червячного редуктора и винтовой лары, управление которыми осуш.ествляется усиленным результирующим сигналом двух датчиков, пропорциональным изменению радиуса качания. Причем, датчики измеряют перемещение бабки изделия и величину фактического съема припуска. Такое выполнение автомата обеспечивает постоянство радиуса качания шлифовального круга, 410 приводит к повышению производительности, чистоты поверхности и уменьшению расхода абразивных материалов.
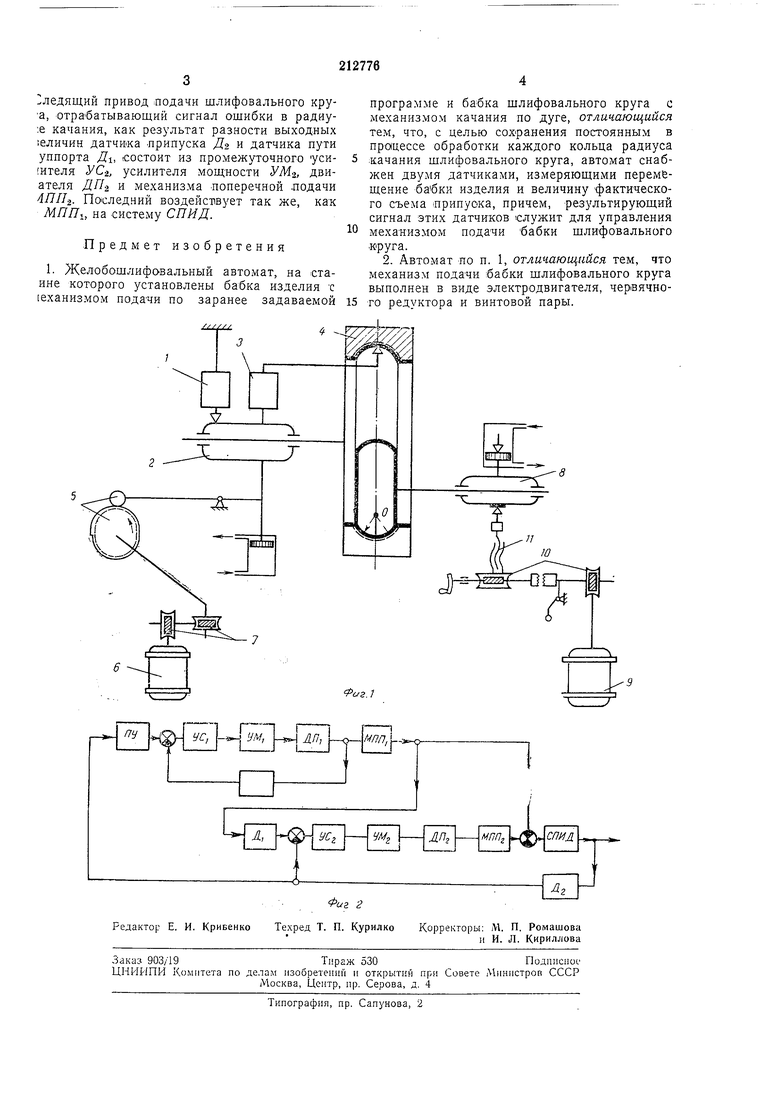
шлифовального круга желобошлифовального автомата; на фиг. 2 представлена функциональная схема систем подачи изделия и подачи шлифовального круга желобошлифовального автомата.
Корпус датчика 1 закреплен на станине автомата, а измерительный наконечник его находится в контакте с -бабкой 2 изделия. Корпус второго датчика 3 закреплен на бабке изделия, а из.мерительный наконечник его касается шлифуемого желоба кольца 4. Под,ача бабки изделия осуществляется с помощью кулачкового механизма 5. Кулачок, имеющий линейную развертку, вращается от
электродвигателя 6 через червячный редуктор 7. Бабка 8 шлифовального круга перемещается от электродвигателя 9 через редуктор JO и ходовую пару винт - гайка LI. Выборка зазоров в механизмах подачи бабки изделия и
шлифовального круга осуществляется гидроподжимом.
Система привода подачи изделия включает в себя программирующее устройство ПУ, промежуточный усилитель УСь усилитель мощиости УМь двигатель подачи ДП механизм поперечной подачи МПП и звено станок - приспособление - инструмент - деталь, СПИД.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| СТАНОК ДЛЯ ПОЛИРОВКИ ВЫПУКЛЫХ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1968 |
|
SU217998A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ ИНСТРУМЕНТА | 1970 |
|
SU423598A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1970 |
|
SU268932A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ПЕРФОРАТОРНЫХ КОРОН | 1973 |
|
SU384653A1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
