1
Изобретение относится к производству труб.
Известен способ формовки полуцилиндрических трубных заготовок, при котором заготовку заформовывают на угол, превышающий 180°, с последующей расформовкой до угла 170-150°.
Однако выходящая из стана заготовка частично искривляется по всей длине с вогнутостью по дну заготовки и выпуклостью по кромкам. Сборка и сварка труб из таких заготовок требует дополнительных механизмов и операций для совмещения изогнутых по всей длине двух полуцилиндров.
Цель изобретения - стабилизировать форму и размеры изделий.
Это достигается тем, что на участке расформовки между последней и предпоследней клетями осуществляют принудительный изгиб заготовки в направлении, противоположном изгибу, образующемуся при формовке. При таком сочетании исключаются концевые дефекты (развал) и достигается прямолинейность образующих заготовки, т. е. заготовка приобретает форму правильного кругового полуцилиндра.
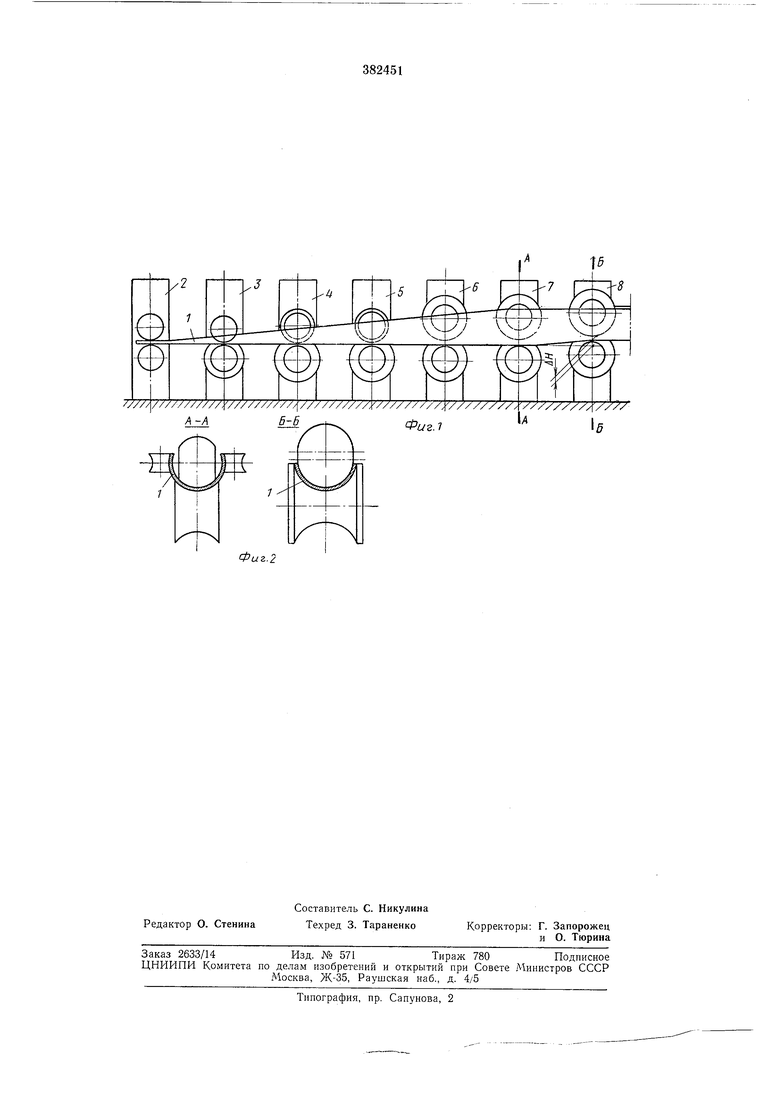
На фиг. 1 показана схема формовки полуцилиндрических заготовок; на фиг. 2 - сечения по А-А и Б-Б.
Предлагаемый способ заключается в следующем.
Трубную заготовку / формуют в клетях 2-7 до угла, первышающего 180°, при этом образующие поверхности заготовок остаются прямолинейными. Далее трубную заготовку расформовывают на участке между клетями 7 и S и одновременно принудительно изгибают в вертикальной плоскости, проходящей через ось стана, таким образом, чтобы ее кривизна от принудительного изгиба компенсировала искривление заготовки, возникающее при обычном процессе формовки. Изгиб заготовок осуществляют смещением валков ра,сформовывающей клети вверх на величину ДЯ.
Предмет изобретения
Способ формовки полуцилиндрических трубных заготовок в валково-роликовом стане, при котором заготовку заформовывают на угол, превыщающий 180°, с последующей расформовкой до угла 170-150°, отличающийся тем, что, с целью стабилизации формы и размеров изделий с применением принудительного изгиба заготовки, принудительный изгиб осуществляют на участке расформовки заготовки между последней и предпоследней клетями.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХШОВНЫХ ТРУБ | 1972 |
|
SU350545A1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 1968 |
|
SU212966A1 |
| С. П. Сидоренко| ^ TiKt'li''!':'':'''^- ^ | 1970 |
|
SU263549A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА СВАРНБ1Х ДВУХШОВНЫХ ТРУБ | 1964 |
|
SU166295A1 |
| СПОСОБ НЕПРЕРБ1ВНОЙ ФОРМОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1970 |
|
SU265056A1 |
| Устройство для расформовкипОлуцилиНдРичЕСКиХ ТРубНыХзАгОТОВОК | 1976 |
|
SU795605A1 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1972 |
|
SU356010A1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| Способ изготовления сварных прямошовных труб | 1985 |
|
SU1258542A2 |
| Способ многопереходной формовки заготовок | 1978 |
|
SU727253A2 |