Известно устройство по основному авт. св. №200688 для электрошлаковой сварки вертикальных или наклонных швов толстого металла.
В таком устройстве при наклонном расположении свариваемого шва токоподводящий мундштук может качаться в плоскости шва. Закон перемещения мундштука по вертикали задается копирной линейкой и шатуном.
Применение известного устройства связано с рядом трудностей или вообще невозможно при сварке криволинейных швов, у которых наклон изменяется плавно или ступенчато.
Это объясняется тем, что с изменением наклона шва соответственно должно изменяться положение копирной линейки и формирующих ползунов.
Описываемый аппарат отличается от известного тем, что, по крайней мере, один формирующий ползун снабжен устройствам перемещения относительно другого ползуна. Копирная линейка установлена с возможностью поворота и соединена с подвижным ползуном регулируемой по длине тягой.
Эта задача решается путем создания механизмов плавного принудительного изменения угла наклона копирной линейки и положения одного формирующего ползуна.
Аппарат такой конструкции расширяет технологические возможности.
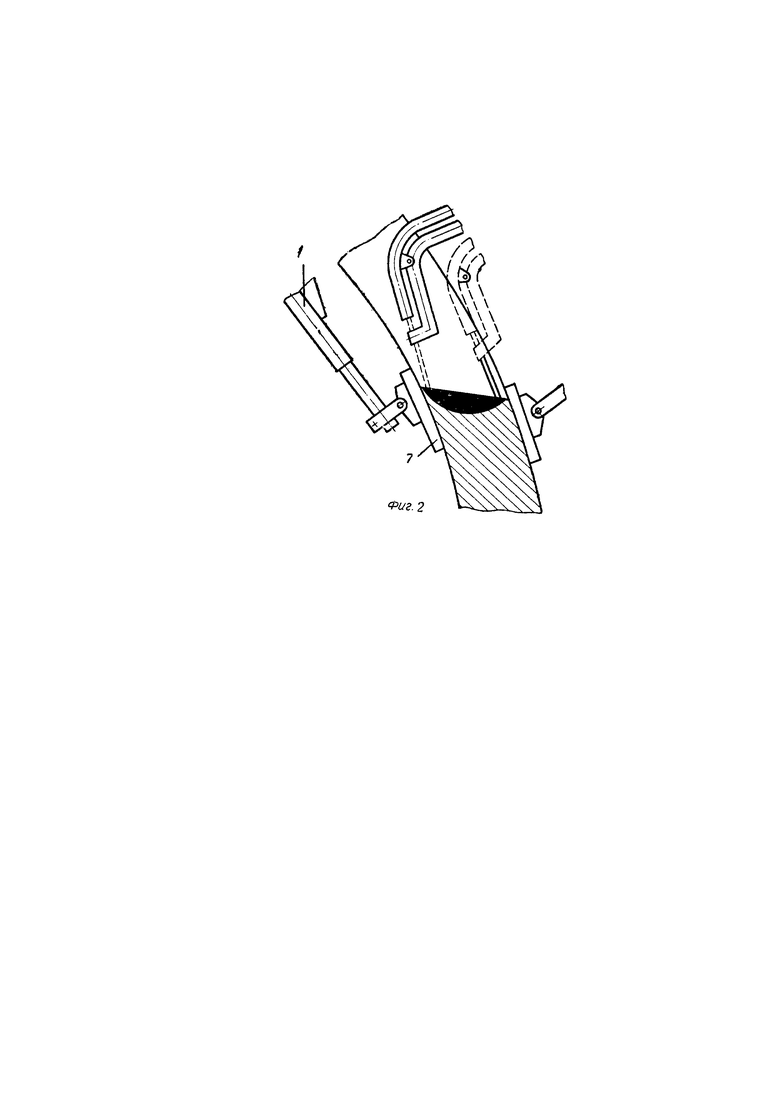
На фиг. 1 показан описываемый аппарат при сварке криволинейного шва с отрицательным наклоном ползунов; на фиг. 2 - часть аппарата при сварке шва с положительным наклоном ползунов.
Копирная линейка 1, имеющая ось 2 вращения, соединена тягой 3 с задней подвеской 4. Ручной 5 и моторный 6 приводы перемещают копирную линейку по высоте.
Задний ползун 7 установлен на задней подвеске. Рельс 8 аппарата укреплен на свариваемом изделии.
Чтобы поворот копирной линейки и перемещение по вертикали одного из формирующих ползунов были согласованы, оба движения выполняются от ручного 5 или моторного 6 привода. Поступательное перемещение ползуна преобразуется в поворотное перемещение копирной линейки при помощи тяга 3.
Согласование программы поступательного перемещения ползуна и поворота копира осуществляется за счет регулировки длины  тяги 3 и расстояния
тяги 3 и расстояния  между точкой поворота осей 2 и 9.
между точкой поворота осей 2 и 9.
Программа перемещения ползунов и копирной линейки может задаваться вручную или при помощи моторного привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ И НАКЛОННЫХ ШВОВ | 1967 |
|
SU200688A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Формирующее устройство для электрошлаковой сварки | 1972 |
|
SU436713A1 |
| Ползун для формирования металла шва при электрошлаковой сварке | 1976 |
|
SU602333A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
| Установка для автоматической сварки | 1979 |
|
SU778978A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для колебания электрода | 1978 |
|
SU738800A1 |

Аппарат для электрошлаковой сварки по авт. св. №200688, отличающийся тем, что, с целью расширения технологических возможностей, по крайней мере, один формирующий ползун снабжен устройством перемещения относительно другого ползуна, а копирная линейка установлена с возможностью поворота и соединена с подвижным ползуном регулируемой по длине тягой.
