Известны роторные автоматы кругления заготовок, например оптических деталей, содержащие вибробункеры и манипуляторы загрузки и разгрузки, многопозиционный непрерывно вращающийся стол, выполненный в виде чаши со сливными отверстиями, и шлифовальный круг.
Отличие описываемого роторного автомата от известных заключается в том, что он снабжен прижимным устройством, выполненным в виде кольцевого копира, закрепленного на станине и взаимодействующего с позиционными механизмами через регулируемые толкатели и реечно-зубчатые передачи, осуществляющими разворот и прижим деталей к шлифовальному кругу. Последний размещен в центре оси вращения стола.
Такое конструктивное выполнение автомата обеспечивает непрерывную одновременную обработку нескольких деталей одним шлифовальным кругом.
Кроме того, в автомате применены копиры, сообщающие деталям дополнительное возвратно-поступательное движение вдоль шлифовального круга, что обеспечивает равномерный износ шлифовального круга.
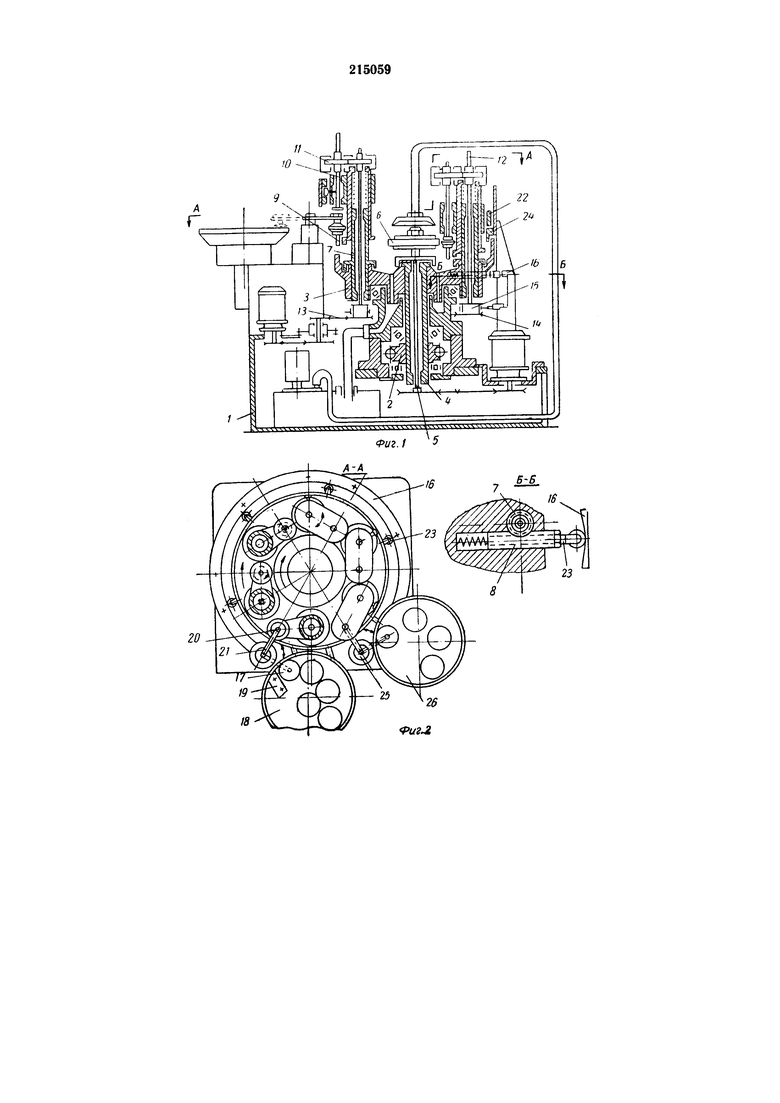
На фиг. 1 схематически изображен описываемый автомат; на фиг. 2 - разрезы по А-А и Б-Б на фиг. 1.
Роторный автомат состоит из станины 1, на которой установлен редуктор 2 привода вращения стола 3 со шпинделем 4, в котором встроен шпиндель 5 шлифовального круга 6, расположенного в центре оси вращения стола.
На столе смонтированы поворотные стойки 7 с зубчато-реечными передачами 8, несущие нижние 9 и верхние 10 шпиндели с передачей 11, связанные с промежуточными валиками 12 передачи 13, одновременно охватывающей ряд шкивов 14 с тормозными барабанами 15. Прижимной копир 16 закреплен на станине. Работа автомата заключается в следующем. Детали 17, подлежащие обработке в загрузочном вибробункере 18, ориентируются планкой 19, захватываются присоской 20 манипулятора загрузки 21 и переносятся с синхронизированным вращением стола в автомат, где по ходу вращения стола от копира 22 зажимаются между шпинделями 9 и 10 и перемещаются вдоль шлифовального круга.
От копира через толкатель 23 и зубчато-реечную передачу 8 происходит разворот стоек и прижим детали к кругу с одновременным перемещением вдоль круга от копиров 22 и 24. Далее происходит поворот стоек от шлифовального круга за счет увеличения радиусов на копире и усилия пружин. Деталь освобождается от прижима шпинделя 10, подхватывается захватом манипулятора разгрузки 25 присоской 20 и переносится в вибробункер разгрузки 26. Аналогичные операции происходят и на остальных позициях.
Переход с обработки одного типа-размера на другой на автомате осуществляется подбором опор нижних и верхних шпинделей центрирования деталей, сменой вакуумных присосок в захватах манипуляторов и регулировкой толкателей зубчато-реечных передач в поворотных стойках в зависимости от снимаемого припуска и размера деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСГСОЮЗ.ИАЯ( ' 'Т ~'.' ' 'Т: 'i •••.»"'!'""" t? " Г, ! . .;.!>& Л!У-JuAh;, .С ПАЛ | 1971 |
|
SU290815A1 |
| Многопозиционный роторный станок для формовки кромок тонкостенных емкостей | 1985 |
|
SU1286318A1 |
| Карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий | 1967 |
|
SU296370A1 |
| Роторный автомат для нарезания резьбы в гайках | 1990 |
|
SU1822814A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| МНОГОШПИНДЕЛЬНЫЙ РОТОРНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТОК | 1996 |
|
RU2112644C1 |
| Автомат для снятия фасок | 1988 |
|
SU1593918A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
Роторный автомат кругления, например, для обработки прессовок оптических линз, содержащий вибробункеры и манипуляторы загрузки и разгрузки, многопозиционный непрерывно вращающийся стол, выполненный в виде чаши со сливными отверстиями, и шлифовальный круг, отличающийся тем, что, с целью непрерывной одновременной обработки нескольких деталей одним шлифовальным кругом, он снабжен прижимным устройством, выполненным в виде кольцевого копира, закрепленного на станине и взаимодействующего с позиционными механизмами через регулируемые толкатели и реечно-зубчатую передачу, осуществляющими разворот и прижим деталей к шлифовальному кругу, размещенному в центре оси вращающегося стола.
2. Роторный автомат кругления по п. 1, отличающийся тем, что, с целью обеспечения равномерного износа шлифовального круга, применены копиры, обеспечивающие дополнительное возвратно-поступательное движение детали вдоль шлифовального круга.
