Изобретение относится к устройствам механической обработки и может быть применено для шлифования фасок на цилиндрических изделиях в массовом производстве.
Целью изобретения является повышение надежности и производительности обработки, расширение технологических возможностей и повышение качества обработки.
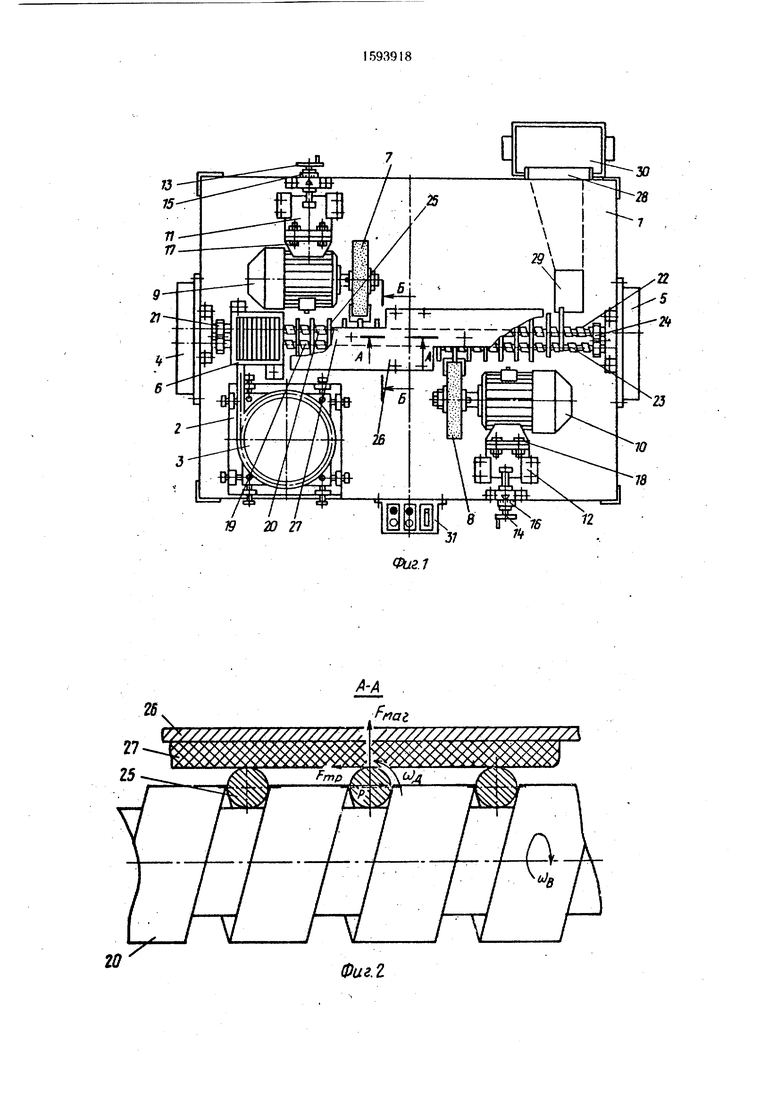
На фиг. 1 изображен автомат, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 с указанием сил, действующих на деталь в процессе обработки.
Автомат содержит основание 1 с укрепленным на нем вибробункером, включающим в себя вибропровод 2 и подающую чашу 3. Снизу основания I размещается электропривод с редукторами 4 и 5. Приемный лоток 6 находится на выходе подающей чаши 3. На основании 1 с противоположных сторон установлены шлифовальные
бабки, состоящие из абразивных кругоп 7 и 8, электродвигателей 9 и 10, смонти рованных на суппортах II и 2. Перемещение суппортов II и 12 в горизонтальной плоскости для компенсации износа аб- . разивных кругов 7 н 8 производится с помощью маховиков 13 и 14, оснащенных лимбами 15 и 16.
Перемещение абразивных кругов 7 н 8 в вертикальной плоскости для проведения торцевания деталей осуществляется путем ослабления болтов 17 н 18, крепления электродвигателей 9 н 10, перемещения электродвигателей 9 н 10 на требуемую величину и последующей затяжки болтов крепления 17 и 18.
Редуктор приводит во вращение пару шнекор 19 и 20, синхронизированных зубчатым ремнем 21. Шнеки .22 и 23 приводятся во вращение, противоположное направлению вращения шнеков 19 и 20, редуктором 5, синхронизированы зубчатым ремСП
со
00
со
00
нем 24 и имеют направление нарезки канавок, обратное по отношению к шнекам 19 и 20. Этим обеспечивается транспорт обрабатываемой детали 25 от лотка 6 по канавкам шнеков 19 и 20, далее по канавкам шнеков 22 и 23 с поочередным сня- тнем фасок с обоих концов.
Деталь 25, захваченная канавками шнеков, вращается вокруг своей оси относительно обрезиненного прижима 26, оснащенного резиновой вставкой 27 с магнитными свойствами, улучшающими сцепление и уменьшающими взаимное проскальзывание при вращении, что способствует равномерному снятию припуска, а следовательно, и улучщению точности обработки. Лоток 28 соединяет провальное окно 29 в основании 1 с тарой 30. Управление работой автомата ведется с пульта 31.
Автомат работает следующим образом.
После запуска автомата с пульта 31 управления заготовки загружаются в подающую чашу 3, откуда поступают в приемный лоток б, где, скатываясь по наклонной плоскости, захватываются канавками шнеков 19 и 20, вращающихся синхронно по ча- совой стрелке со скоростью ш. Шнеки 19 и 20 вращаются от электродвигателя через редуктор 4 и имеют левую нарезку канавки. Далее деталь 25 захватывается об- резиненным прижимом 26 и под воздействием силы трения Р и силы магнитного взаимодействия совершает вращательное «д и поступательное движение, одним торцом соприкасаясь с прижимом 26. Реакция прижима 26 осуществляет постоянный поджим детали 25, второй торец которой в это время обкатывается по периферии абразивного круга 7. Число оборотов, соверщаемых деталью 25, п|рямо пропорционально П УТИ, который она проходит, соприкасаясь с резиновой вставкой 27, и обратно пропорционально диаметру детали.
Для обработки фаски деталь 25 должна повернуться не менее чем на один оборот. UJHpHHa периферии абразивного круга 7 должна быть не менее длины окружности детали 25. После обработки одной фаски в центральной зйне автомата деталь 25 переходит на пару щнеков 22 п 23, которые вращаются от редуктора 5 против часовой стрелки и имеют правую нарезку канавки.
В результате встречного вращения де- таль 25 упирается в противоположную плоскость прижима 26 торцом,- на котором снята фаска, а на противоположном торце, проходящем под абразивным кругом, фаска шлифуется.
В процессе снятия фаски со стороны абразивного круга на деталь действует система сил F F , результатом которых является сила F, стремящаяся вывернуть деталь, чему противодействуют пара шне
ков, прижим 26 и резиновая магнитная вставка 27, в качестве которой в автомате используется эластичная магнитная вставка.
Перемычки между канавками шнека могут быть довольно малы, вследствие чего детали идут в зоне обработки более плотно (с меньшим расстоянием одна от другой ), в единицу времени обрабатывается
больше деталей, что повышает производительность. Поворачиваясь, шнеки захватывают очередную деталь с наклонной поверхности лотка 6, а остальные детали двигаются на шаг, равный их диаметру, освобождая место для следующей детали, поступающей из подающей чаши 3. После окончания обработки деталь проходит поверхность прижима 26, под собственной массой падает в провальное окно 29 основания 1 и по лотку 28 попадает в тару 30 для готовых изделий.
Предлагаемый автомат универсален, что- позволяет с минимальной перестройкой производить снятие фасок под любым требуемым углом, торцевание деталей. Работа автомата не требует затрат ручного труда.
Предлагаемый автомат может быть легко введен в технологическую линию по обработке деталей.
Формула изобретения
I. Автомат для снятия фасок на цилиндрических деталях, содержащий основание, подающий вибробункер, транспортирующее ус ,ройство с приводом, эластичный прижнм, две шлифовальные бабки, расположенные по обе стороны от транспортирующего устройства, отличающийся тем, что, с целью повышения надежности и производительности обработки, транспортирующее устройство выполнено в виде дйух соосно расположенных пар шнеков с встречным
направлением винтовых канавок, установленных с возможностью вращения во взаимно протиЕОПоложных направлениях, при этом шнеки каждой пары параллельны друг другу и осям шлифовальных шпинделей, которые расположены напротив каждой
пары шнеков.
2. Автомат по п. 1, отличающийся тем, что, с целью расширения технологических возможностей за счет получения фасок с разными углами и осуществления
торцевания деталей, шлифовальные бабки смонтированы на основании с возможностью регулирования их положения в вертикаль- ной и горизонтальной плоскостях перпендикулярно оси шнека.
3. Автомат по п. 1, отличающийся.-км, что, с целью повышения качества обработки, эластичный прижим выполнен в виде резиновой вставки с магнитными свойствами.
7
J9 20 27
30
12
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия фасок с тел вращения | 1989 |
|
SU1773688A1 |
| РОТОРНЫЙ АВТОМАТ КРУГЛЕНИЯ | 1966 |
|
SU215059A1 |
| МЕХАНИЗМ ВРАЩЕНИЯ И НЕПРЕРЬ[ВНОЙ ПОДАЧИ ЗАГОТОВОК СВЕРЛ НА АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1969 |
|
SU241991A1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| Станок для шлифования выпуклых фасок на деталях типа роликов | 1975 |
|
SU703308A1 |
| Устройство для обработки торцов цилиндрических деталей и снятия фасок | 1980 |
|
SU863311A1 |
| Устройство для последовательного шлифования торцов цилиндрических деталей | 1989 |
|
SU1798126A1 |
| Устройство для шлифования фасок на цилиндрических деталях | 1978 |
|
SU747697A1 |
| Устройство для обработки фасок | 1977 |
|
SU841922A1 |
| СТАНОК ДЛЯ НАСЕЧКИ ЗУБЬЕВ ПИЛ | 1971 |
|
SU289875A1 |

Изобретение относится к устройствам механической обработки, может быть применено для шлифования фасок на цилиндрических изделиях и позволяет повысить надежность, производительность обработки и расширить технологические возможности. Для этого в автомате для снятия фасок, содержащем основание, подающий вибробункер, эластичный прижим, транспортирующее устройство, две шлифовальные бабки, расположенные по обе стороны от транспортирующего устройства, транспортирующее устройство выполнено в виде двух соосно расположенных пар шнеков с встречным направлением винтовых канавок, установленных с возможностью вращения во взаимно противоположных направлениях. Шнеки каждой пары параллельны друг другу и осям шлифовальных шпинделей, которые расположены напротив каждой пары шнеков. Шлифовальные бабки смонтированы на основании с возможностью регулирования их положения в вертикальной и горизонтальной плоскостях перпендикулярно оси шнека. Эластичный прижим выполнен в виде резиновой вставки с магнитными свойствами. 2 з.п. ф-лы, 3 ил.
2S
Фиг.г
26
Т9
| Устройство для шлифования фасок на цилиндрических деталях | 1985 |
|
SU1296376A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
