Известен копировально-роторный автомат для обработки асферических поверхностен вращения заготовок, наприлшр оптических линз, содержан-шй вибробункер и манипулятор загрузки и разгрузки, многошннндельный вращаюш,ийся стол и несколько неподвижных позиций обработки в виде шлифовальных головок предварительной и чистовой обработки.
Описываемый станок отличается от известного тем, что с целью повышения точпости и чистоты обработапно поверхности шлифовальные головки закреплены в салазках, перемеш,аюш,ихся в диаметральных плоскостях, проходящих через ось вращения стола, от копировальных механизмов, кинематически связанных с вращающимся столом, приче.м при одном обороте стола число оборотов копиров соответствует числу шпинделей стола, а салазки позиции чистовой обработки снабл ены двуплечим рычагом, передающим масштаб копирования пропорционально плечам рычага.
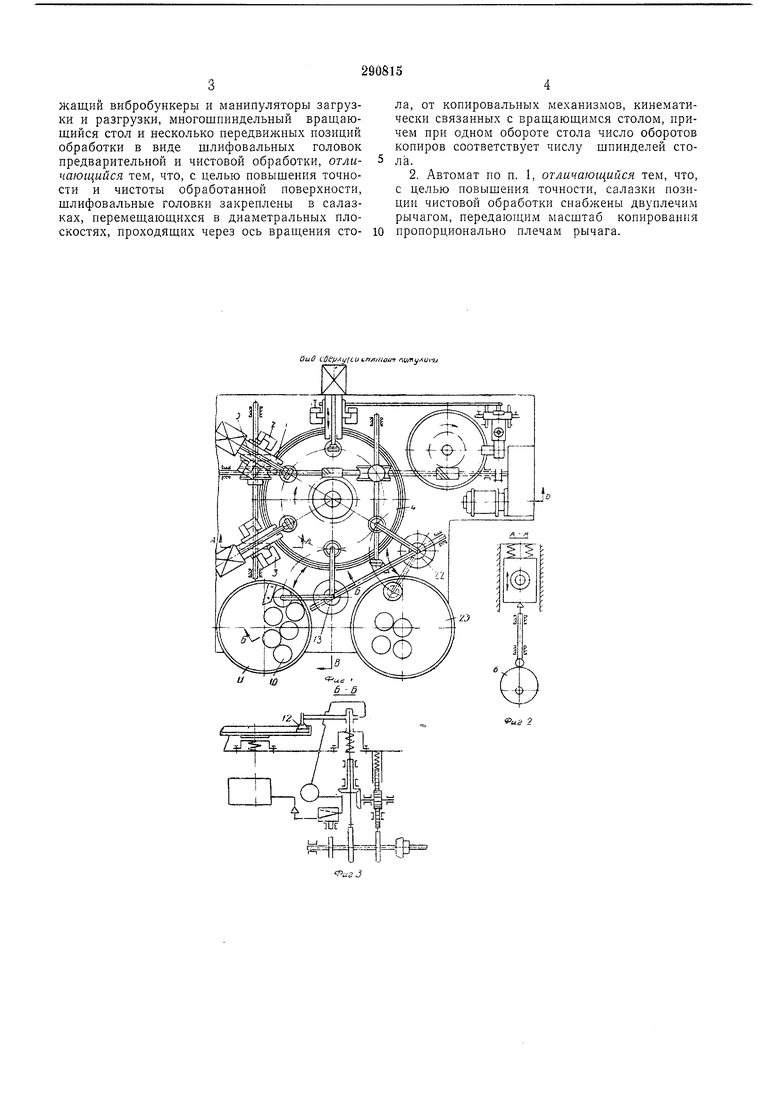
Устройство изображено на чертежах.
Шлифовальные головки 1 перемещаются в салазках 2 и 3 предварительной обработки в диаметральных плоскостях, нроходищпх через ось вращения стола 4.
соответствует числу щпинделей 7 стола. Салазки 8 чистовой обработки снабжены двуплечим рычагом 9, иередающим масщтаб копирования пропорционально плечам рычага.
Работает автомат следующпм образом.
Заготовки 10 закладывают в бункер 11, откуда опп переносятся вакуумной прпсоской 12 манииулятора 13 в зону вращения стола 4 в цанговые зажнмы 14 ноочередно нроходян нх
шнннделей 7. С опускаппем толкателя 15 по копиру 16 заготов1-са 10 зажимается.
В нроцессе непрерывного вращеппя стола со сбеганием тормозиого ролика 17 с коннра 18 шпиндель 7 растормажнвается от ленточпого тормоза 19 и входит шкивом 20 в зону действия передачи 21, где разгоняется и придает вращение заготовке 10, проходящей зоны предварительной и чистовой обработки. Далее, выйдя из зоны действня нередачн 21,
шпипдель затормаживается ленточным тормозом 19, заготовка 10 разжнмается толкателем 15 от коннра 16, снимается прпсоской 12 манпнулятора 22 и переносптся к впбробункеРУ р е д м е т изобретения
Жащий вибробункеры и манипуляторы загрузки и разгрузки, многошпиндельный вращающийся стол и несколько передвижных позиций обработки в виде шлифовальных головок предварительной и чистовой обработки, отличающийся тем, что, с целью повышения точности и чистоты обработанной поверхности, шлифовальные головки закреплены в салазках, перемещающихся в диаметральных плоскостях, проходящих через ось вращения стола, от копировальных механизмов, кинематически связанных с вращающимся столом, причем при одном обороте стола число оборотов копиров соответствует числу шпинделей стола.
2. Автомат по п. 1, отличающийся тем, что, с целью повышения точности, салазки позиции чистовой обработки снабжены двуплечим рычагом, передающим масштаб копирования пропорционально плечам рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Планетарная шлифовальная головка | 1976 |
|
SU558782A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| Станок для шлифования профильных отверстий | 1985 |
|
SU1255401A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| РОТОРНЫЙ АВТОМАТ КРУГЛЕНИЯ | 1966 |
|
SU215059A1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |

Фие5
