Известны станки для перфорации труб, например, фильтров для скважин на воду, состоящие из станины, бабки с самоцентрирующим четырехкулачковым патроном и делительным храповым механизмом, установочных тележек, головок и гидропривода.
В описываемом станке для обеспечения как дырчатого, так и щелевого перфорирования труб имеются две многоЩпиндельные головки и одна маятниковая пила. Это позволяет повысить производительность и снизить себестоимость гидрогеологических работ.
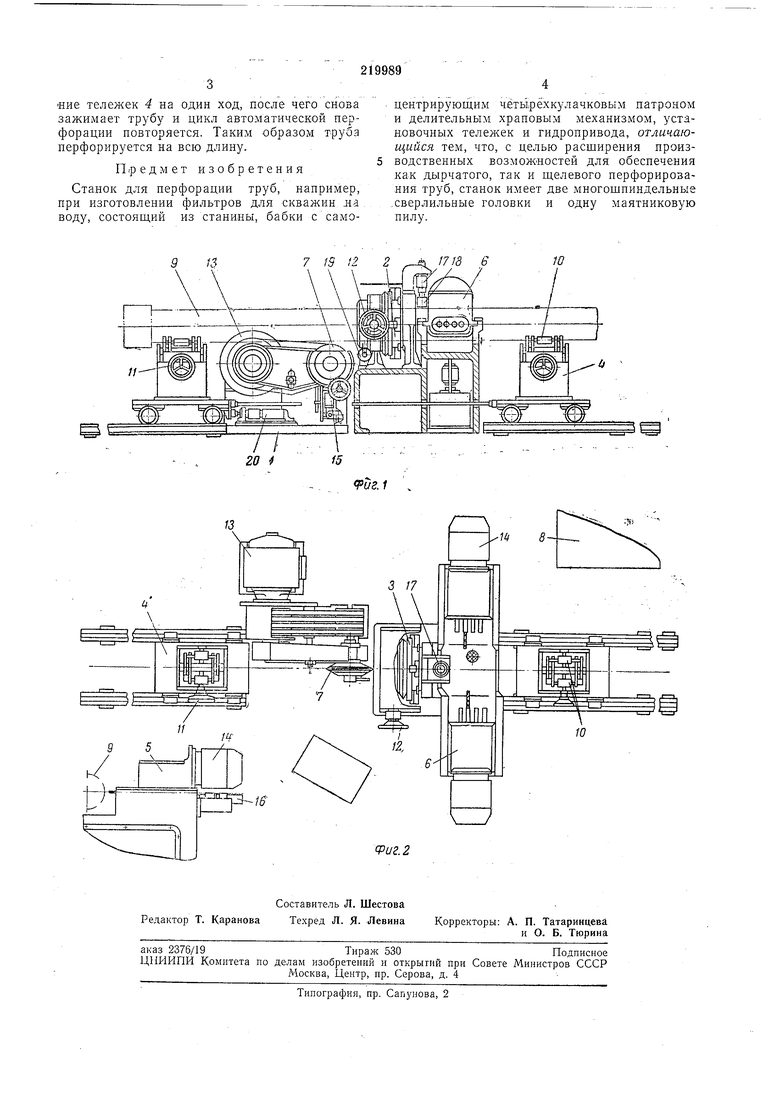
На фиг. 1 схематически изображен описываемый станок, вид спереди; на фиг. 2 - то же, в плане.
Станок состоит из станины 1, бабки с самоцентри;рующим четырехкулачковым патроном 2 и делительным храповым механизмом 3, установочных тележек 4, сверлильных головок 5 и б, маятниковой пилы 7 и гидропривода 8.
Станок работает следующим образом. Труба 9 укладывается на две правые тележки 4. Роли.ки 10 штурвалом // устанавливаются так, чтобы ось трубы совпала с осью щпинцеля станка. Кулачки патрона 2 разводятся так, чтобы труба свободно прощла между ними, после чего она зажимается вращением щтурвала 12. Затем «ажатием соответствующих кнопок на пульте управления включаются электродвигатели гидропривода 8, электродвигатель 13 маятниковой пилы (или же электродвигатели 14 сверлильных головок) и дается команда на рабочий ход цилиндру 15 (при сверлении - цилиндру 16). Одновременно с включением электродвигателей 13 или же 14 начинает действовать цилиндр 17, который с помощью призмы 18 плотно прижимает трубу. С этого момента начинается автоматический цикл работы станка. После
окончания рабочего хода инструмента срабатывают выключатели и происходит переключение цилиндра 15 или же цилиндров 16 на обратный ход и подъем цилиндра 17, и труба освобождается от прижима призмой 18. В
конце обратного .хода срабатывают выключатели, которые дают команду цилиндру 19 на поворот трубы на заданный угол. После поворота трубы срабатывает конечный выключатель, дающий команду на прижим трубы призмой 18 и на рабочий ход пилы или же сверлильных головок. Далее цикл повторяется до тех пор, пока труба не соверщит полный оборот, т. е. произойдет перфорация участка трубы по всей окружности.
После полного поворота трубы срабатывает конечный выключатель, который выключаег автоматическую работу станка. Далее рабочий штурвал 12 освобождает трубу от зажимающих ее кулачков и с пульта управления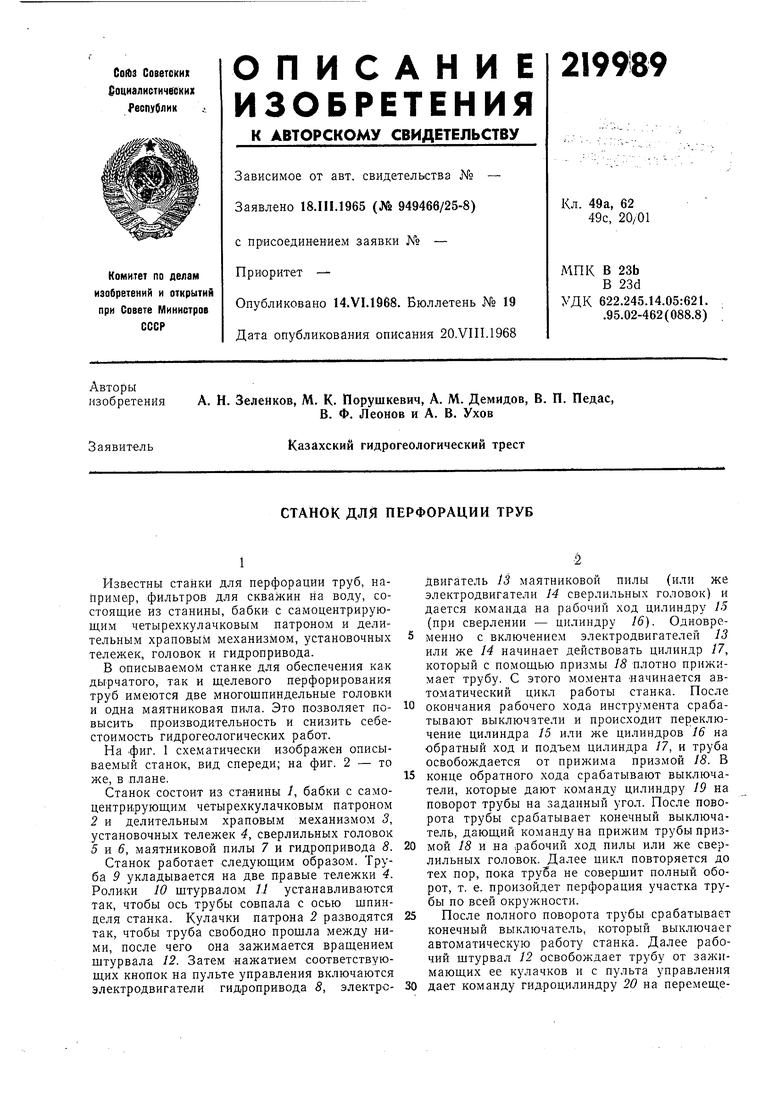
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ РЕБЕР ТРУБ | 1973 |
|
SU363551A1 |
| Токарный станок | 1983 |
|
SU1158296A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| Станок для изготовления деталей тел вращения | 1990 |
|
SU1733235A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
