Известны установки для сварки термопластичных рукавов, содержащие подающие вращающиеся валки и сварочное устройство, смонтированные на общем основании.
Отличием предложенной установки является то, что сварочное устройство выполнено в виде двух пар обогреваемых роликов, уста.новленных на подающих валках с помощью фторопластовых втулок с возмоЖНостью перемещения в поперечном панравлении по шпоночному пазу.
Это отличие дает возможность повысить производительность за счет одновременной сварки двух продольных щвов.
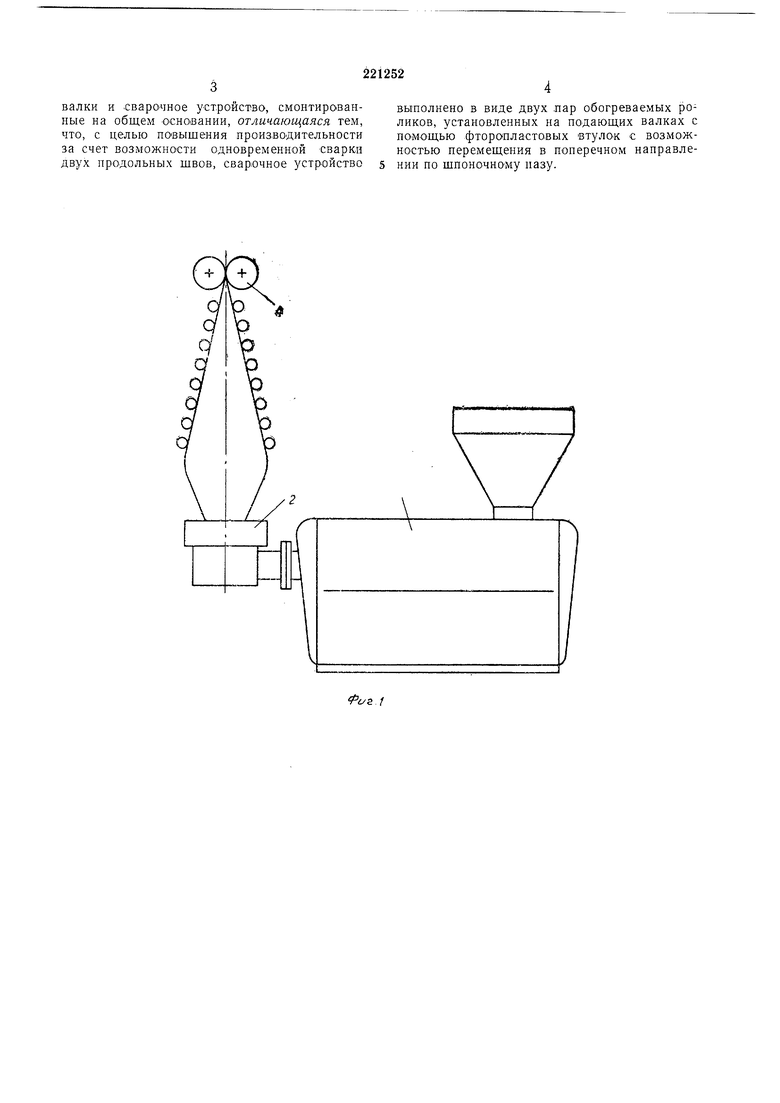
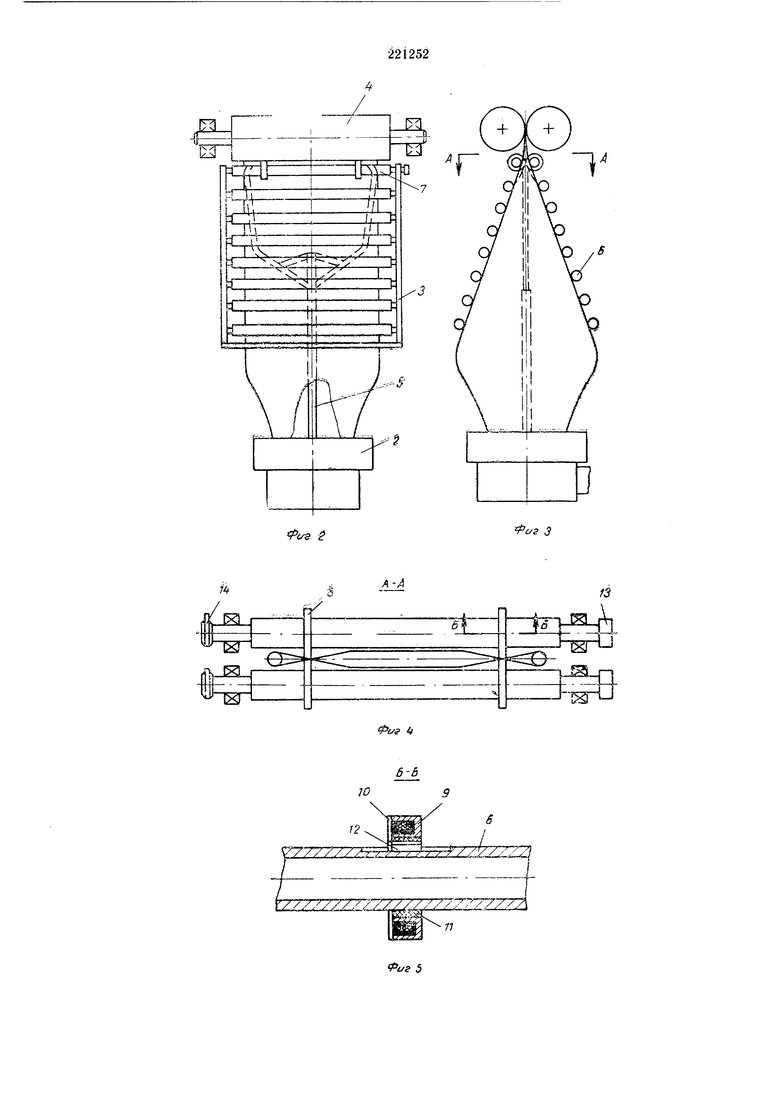
На фиг. 1 схематически изображен общий вид агрегата для производства рукавной пленки методом раздува; на фиг. 2 - общий вид предложенной установки; на фиг. 3 - то же, вид сбоку; на фиг. 4 - разрез по А-А на фиг. 3; на фиг. 5 - разрез Б-Б по обогреваемым роликам.
Установка состоит из червячного пресса 1, угловой головки 2, складывающего устройства 3, тянущих валков 4, фиксирующего устройства 5.
Складывающее устройство состоит из множества свободно вращающихся валиков 6. На одной паре валиков (желательно на последней) монтируется устройство 7 для сварки пленки.
Сварное устройство 7 состоит из четырех обогреваемых роликов 8. Ролик выполнен в виде кольца Я в котором помещен нагреватель 10. Кольцо 9 посажено на фторопластовую втулку //, соединенную с валиком 6 шпонкой J2. Подвод электроэнергии осуществляется устройством 13.
Устройство работает следующим образо м.
Пленочный рукав, выходящий из головки 2, раздувается и затем складывается устройством 3 и отводится тянущими валками 4. Проходящий рукав вращает обогреваемые ролики S (привод может осуществляться от тянущих валков ременной передачей 14), которые, обжимая пленку, сваривают ее в нужном месте. Сварочные ролики могут перемещаться по шпоночному пазу в поиеречном направлении, что дает возможность регулировать величину канала для воздуха. того, величину зазора можно регулировать перемещением складывающего устройства 3.
Для точного фиксирования пленочного рукава применяется фиксирующее устройство 5. Рукав фиксируется ниже устройства 7 для сварки для того, чтобы избежать утонения сварного шва. валки и сварочное устройство, смонтираванные на общем основании, отличающаяся тем, что, с целью повышения производительности за счет возможности одновременной сварки двух продольных щвов, сварочное устройство s выполнено в виде двух .пар обогреваемых роликов, установленных на подающих валках с помощью фторапласто-вых втулок с возможностью перемещения в поперечном направлении по щпоночно-му пазу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВА АРМИРОВАННЫХПЛЕНОК из | 1972 |
|
SU330035A1 |
| Установка для непрерывного изготовления гибких рукавов из ленточного полимерного материала | 1985 |
|
SU1248842A1 |
| Установка для непрерывногоизгОТОВлЕНия РуКАВОВ из ТЕРМОплАС-ТичНОй плЕНКи | 1979 |
|
SU818887A1 |
| Устройство для изготовления рукавов из полимерных материалов | 1990 |
|
SU1712176A1 |
| Линия для производства рукавной полимерной пленки экструзией вверх | 1987 |
|
SU1502379A1 |
| Агрегат для защиты внутренней поверхности трубопроводов от коррозии | 1989 |
|
SU1713828A1 |
| Агрегат для защиты внутренней поверхности трубопроводов | 1990 |
|
SU1808724A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СЛИПШИХСЯ СЛОЕВ РУКАВНЫХ ПЛЕНОК ИЗ ТЕРМОПЛАСТОВ | 1972 |
|
SU331913A1 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
/;
3
Ь-
7«
13
