Пзвсстиы устройства для набора изоляторов в гирлянды, содержащие ротор, на периферии которого устанавливают изоляторы.
Предлагаемое устройетво позволяет полностью аьто.магизировать сборку изоляторов.
Это достигается тем, что в нем еовмесгио иримеисны : iexa;iH3.M ориентации, механизм передачи изоляторов и шаговый транспортер. .Мсхаиизм орнешаннн выполнен в виде укрепленных на роторе и перемещающихся в вертикальном наи авленпн LHTOKOB, у которых нижний конен скользит по коннру, а верхний снабжен чап1кой с Быстуно.м, входянщм в паз шаикн изолятора и фнкснрующи.м его в заданном положеннп. Механизм передачи изоляторов иредетавляет собой поворотный захват, кииематнчески связаииый с ротором, и служит для захвата изс.ляторов и нодачн нх на позицию сборки. На шаговом траиспортере изоляторы еобнраются в гирлянды.
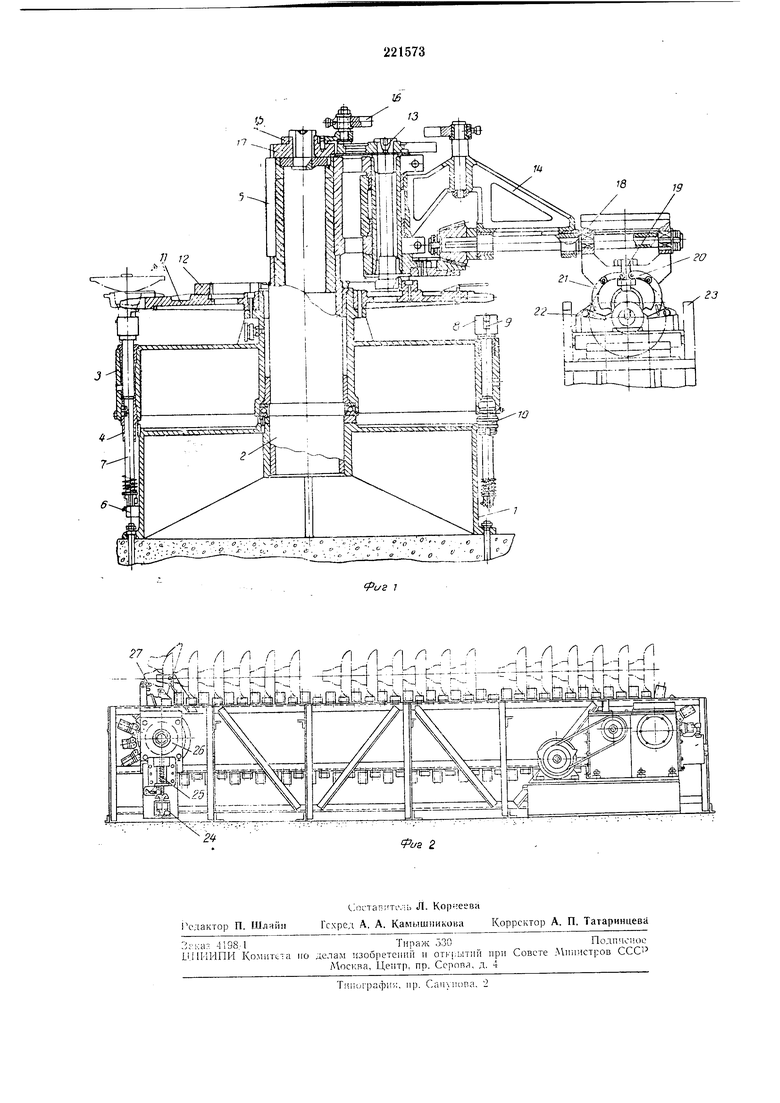
Па фиг. 1 изображеио устройство для автоматического иабора изоляторов в гирляиды; на фиг. 2 - схема типового трапспортера.
К литой еганине У крепятся трубчатая колонна 2, на которой установлены барабан 3 с двенадцатью ориеитирующнми механизмами 4 и кроиштейи 5 и копир 6, обеепечивающнй подт:)ем ориентирующего механизма на заданную высоту.
тикаль юго щтока 7, чащки 8 с фиксирующим выстуио.м 9 и шестерни 10, обеспечивающей вращательное движение.
Па барабане 3 емонтирована лнтая звездочка //, к когорой крепится зубчатое колеео 12, вращающееся вмеете со звездочкой и иредназначенное для пр 1вода вала Н1естернн /,) новоротного кронштейна 14.
Па кронштейне 5 устаиовлеи кривон1ии /5 и шатуи 16, которые преобразуют вращательгихдвиженг;е шестернн кривогнниа /7 в колебательное движение новоротного крон1нтейна 14 с захватом 18, включающего толкатель 19, два рычага 20 )i осп 21.
Механизм для еборки подвесиых высоковольтных изоляторов в гирлянду работает по следующему циклу.
Барабан вращается нод действием движения цепи трапепо)тера иеремещсии11 изо.тятороз.
0
В гнездах цепи находятся изолягоры. Вместе с барабаном 3 вращаются двенадцать opi еитирующих механизмов 4. Чашка S ориентирующего устройства вертикально иеремещаетея коннром 6. Ориентирующее устройство 4
5 вращается вокруг изолятора иод действием щестсрни 10. При вращении выстун 9 в чашке 8 входит в наз шапки нзолятора и фиксирует изолятор в определеином ноложеиии иазом вперед по ходу вращеиия барабаиа. Зубчатое 0 колесо 12 с внутренними зубьями вращает вал
шестерни 13. Кривошип 15 через шатун 16 связан с захватом 18. Когда изолятор поднимается на конечную высоту, его подхватывает захват 18. Изолятор в момент захода захвата 13 к его зев, поднимается на конечную высоту, где его подхватывает захват 18 и нажимает на толкатель 19, который связан с рычагами 20, вращаюш,имися на осях 21. Рычаги 20 фиксируются собачками 22, затем захват 18 поворачивается на 90° в сторону шагового транспортера 23 для сборки изоляторов в гирлянды.
При подходе захвата 18 к шаговому транспортеру 23 собачки 22, удерживаюшне изолятор, упрутся в специальные упоры на шаговом транспортере 23 и освободят рычаги 20, которые, поворачиваясь вокруг осей 21, отпускают изолятор. Сбросив изолятор, захват 18 начнет поворачиваться к месту захвата следующего изолятора. Далее все операции повторяются.
Шаговый транспортер 23 содержит электромагнит 24, фиксатор 25, сменный кулачок 26 и микропереключатель 27.
При выпадании изолятора из захвата 13 в гнездо позиции шагового транспортера включается микропереключатель 27, срабатывает электромагнит 24 и фиксатор 25 освобождает кулачок 26, сидящий на валу транспортера. Одновременно включается электромагнитная муфта и транспортер перемещается иа один шаг. Фиксатор 25, сг ользя но кулачку 26, освобождает кнопку микроиереключателя, при
этом отключается электромагнитная муфта и включается тормоз.
Шаговый транспортер 23 остается в покое, пока захват 18 не подаст очередного изолятора. После набора необходимого количества изоляторов в гирлянду, вследствие того, что на кулачке 26 отсутствует очередной вырез для фиксатора 25, нозиция шагового транспортера 23 передвигается на двойной шаг. После этого устанавливаются замки.
Процесс сборки изоляторов закончен.
Предмет изобретения
Устройство для набора подвесных изоляторов в гирлянды, содержащее горизоитальиый ротор с установленными но его периферии изоляторами, отличающееся, тем, что, с целью автоматизации процесса сборки, совместно применены механизм ориентации, выполненный в
виде укрепленных на роторе, перемешающихся в вертикальном направлении штоков, у которых нижний конец скользит по копиру, а верхний снабжен чащкой с фиксирующим выступом, входящим в паз шапки изолятора, и обеспечивающий его фиксацию в заданном положении, механизм передачи изоляторов, представляющий собой поворотный захват, кинематически связанный с ротором и служащий для захвата изоляторов и подачи их на позицию
сборки, и шаговый транспортер, на котором нроизводится сборка изоляторов Б гирлянды.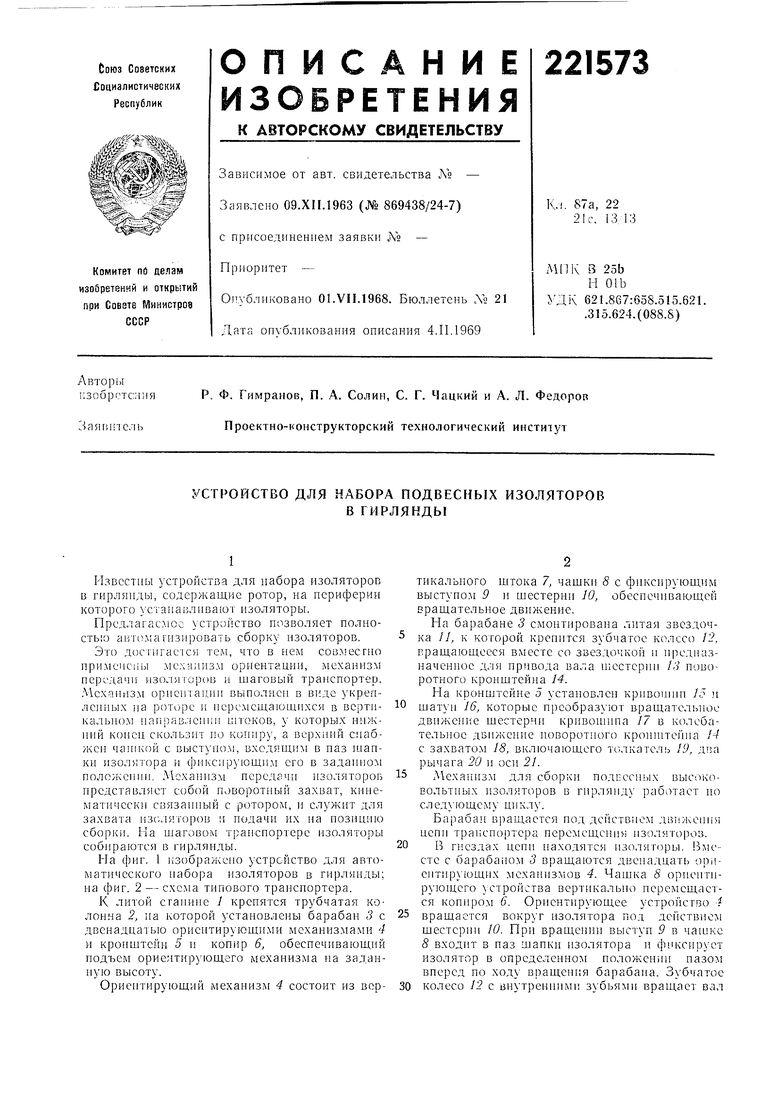
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ НА РАЗРЫВ ВЫСОКОВОЛЬТНЬ[Х ИЗОЛЯТОРОВ | 1966 |
|
SU182926A1 |
| Устройство для сборки модулей | 1979 |
|
SU873309A1 |
| Устройство для нанесения покрытий на изделия из стекла | 1988 |
|
SU1604768A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОКв п т оФ^ад 3;i&^^?ioa | 1973 |
|
SU393052A1 |
| ТРАНСПОРТНОЕ УСТРОЙСТВО | 1965 |
|
SU176824A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ ПОДВЕСНЫХ ИЗОЛЯТОРОВ | 1972 |
|
SU347806A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Устройство для отбраковки коконов "глухарей" | 1971 |
|
SU328618A1 |