1..
Известная установка для изготовления листового стеклопакета, включающая туннельную печь с транспортирующими тележками, горелками для разогрева кромок листов стекла и механизмом заварки горизонтальных швов, а также печь отжига готовых стеклопакетов, не позволяет изготовить стеклопакеты хорошего качества.
В описываемой установке для повышения качества стеклопакетов туннельная печь выполнена с механизмом перегрузки стеклопакета с транспортирующей тележки на рольганг печи отжига и горелкой для образования отверстий в торце пакета, а механизм заварки швов снабжен формующими роликами с обрезными буртиками.
С целью обеспечения соосности швов стеклопакета, формующие ролики выполнены самоустанавливающимися и снабжены базирующими катками.
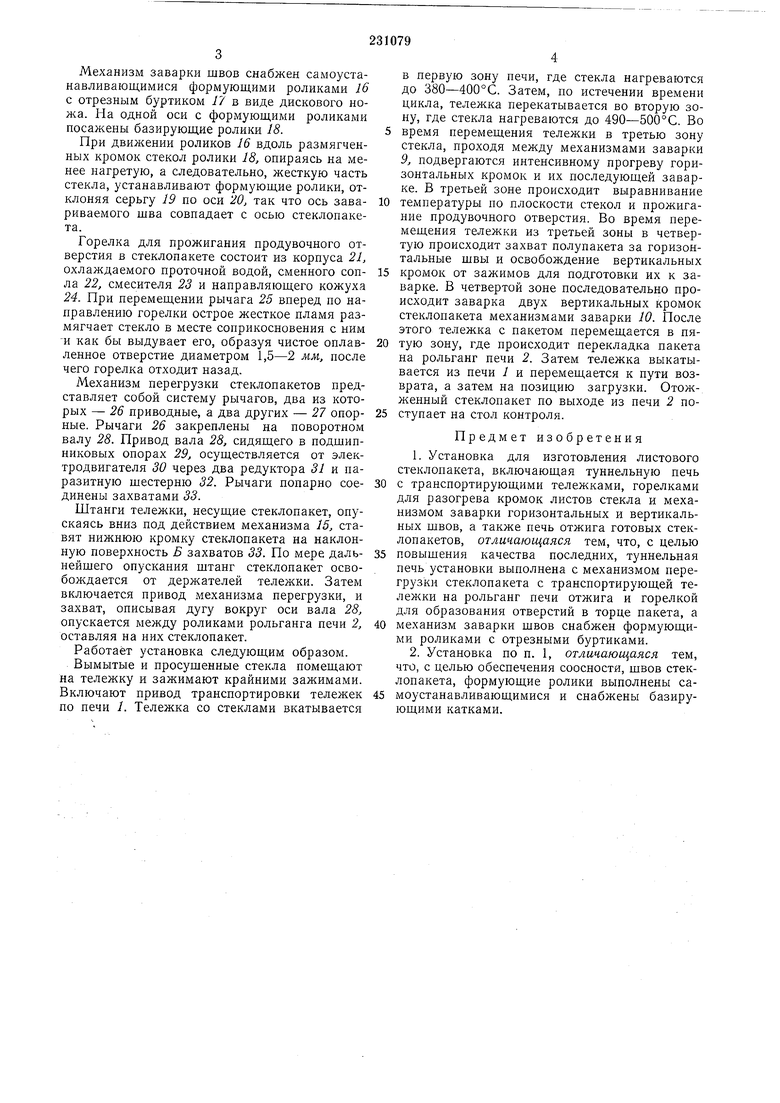
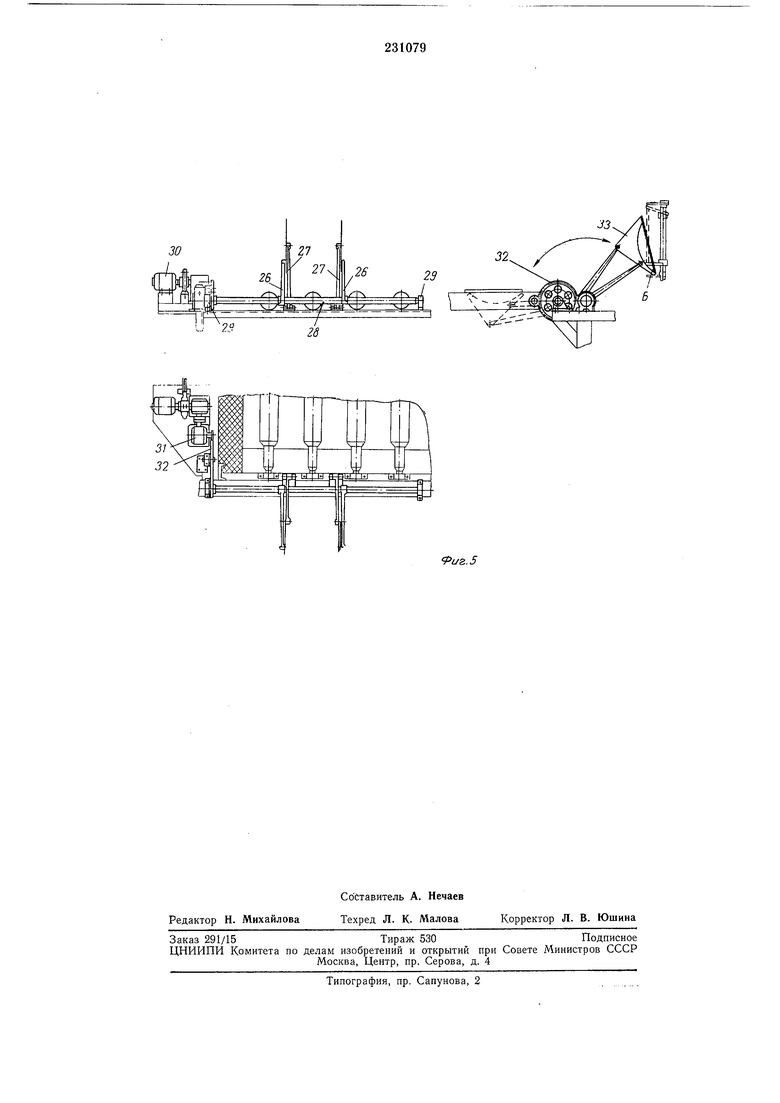
На фиг. 1 изображена описываемая установка в двух проекциях; на фиг. 2 - тоннельная печь; на фиг. 3 - формующие ролики механизма заварки с отрезными буртиками в двух проекциях; на фиг. 4 - горелка для образования отверстий в торце стеклопакета; на фиг. 5 - механизм перегрузки стеклопакетов.
рующую тележку 3; механизм 4 перегрузки стеклопакета с тележки на рольганг печи отжига, пути 5 возврата тележки, запасной путь
6для ремонта тележек.
5 Печь 1 электрического нагрева, нагреватели
7нихромовые, спирального типа. Все рабочее пространство печи разделено на пять тепловых зон, температура каждой зоны регулируется автоматически. Каркас печи имеет разъем вдоль печи, причем правая сторона его состоит из пяти отдельных секций. Каждая секция стоит на роликовых опорах 8 и может выкатываться из общего строя, что позволяет производить ремонт любого узла, находящегося внутри печи. Левая сторона каркаса цельносварная и является базой, на которой крепятся механизмы заварки 9 горизонтальных швов и механизмы заварки 10 вертикальных швов. Вдоль нижней щели печи, во избежание подсоса холодного воздуха, установлен песочный затвор 11. Под печью установлены направляющие пути 12, по которым перемещается тележка 5, несущая стекла. Перемещение тележек осуществляется с помощью
5 привода 13 толкательного типа. В третьей зоне печи установлена горелка (см. фиг. 5) для прожигания отверстия. В пятой зоне печи, в проеме стенки 14, прилегающей к печи 2, установлен механизм 4, работающий в паре
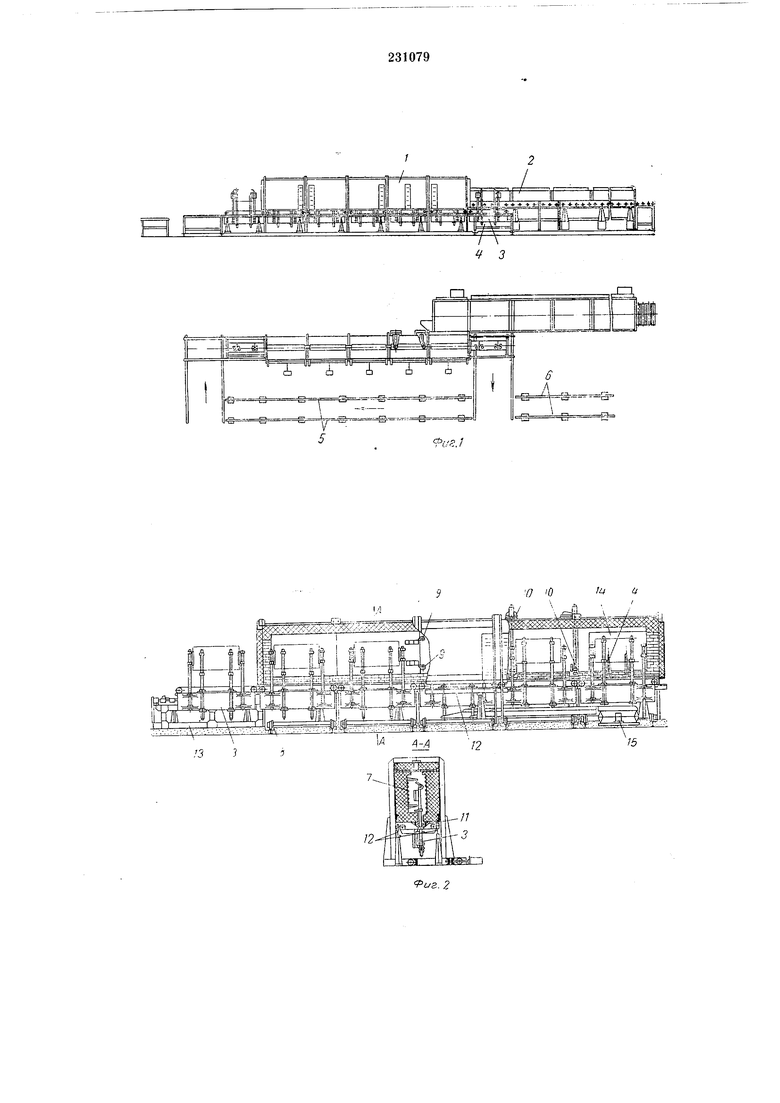
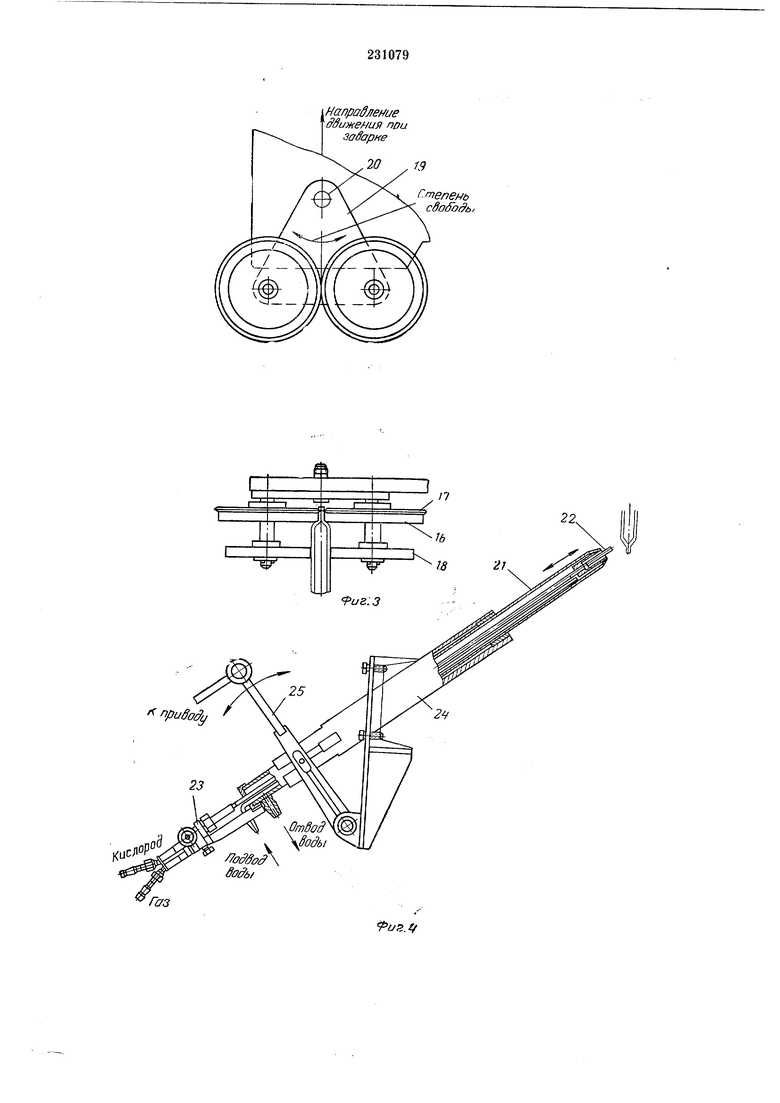
Механизм заварки швов снабжен самоустанавливающимися формующими роликами 16 с отрезным буртиком Г/ в виде дискового ножа. На одной оси с формующими роликами посажены базирующие ролики 18.
При движении роликов 16 вдоль размягченных кромок стекол ролики 18, опираясь на менее нагретую, а следовательно, жесткую часть стекла, устанавливают формующие ролики, отклоняя серьгу 19 по оси 20, так что ось завариваемого шва совпадает с осью стеклопакета.
Горелка для прожигания продувочного отверстия в стеклопакете состоит из корпуса 21, охлаждаемого проточной водой, сменного сопла 22, смесителя 23 и направляющего кожуха 24. При перемещении рычага 25 вперед по направлению горелки острое жесткое пламя размягчает стекло в месте соприкосновения с ним и как бы выдувает его, образуя чистое оплавленное отверстие диаметром 1,5-2 мм, после чего горелка отходит назад.
Механизм перегрузки стеклопакетов представляет собой систему рычагов, два из которых - 26 приводные, а два других - 27 опорные. Рычаги 26 закреплены на поворотном валу 28. Привод вала 28, сидящего в подшипниковых опорах 29, осуществляется от электродвигателя 30 через два редуктора 31 и паразитную шестерню 32. Рычаги попарно соединены захватами 33.
Штанги тележки, несущие стеклопакет, опускаясь вниз под действием механизма 15, ставят нижнюю кромку стеклопакета на наклонную поверхность Б захватов 33. По мере дальнейшего опускания штанг стеклопакет освобождается от держателей тележки. Затем включается привод механизма перегрузки, и захват, описывая дугу вокруг оси вала 28, опускается между роликами рольганга печи 2, оставляя на них стеклопакет.
Работает установка следующим образом.
Вымытые и просушенные стекла помещают на тележку и зажимают крайними зажимами. Включают привод транспортировки тележек по печи /. Тележка со стеклами вкатывается
в первую зону печи, где стекла нагреваются до 380-400°С. Затем, по истечении времени цикла, тележка перекатывается во вторую зону, где стекла нагреваются до 490-500°С. Во 5 время перемещения тележки в третью зону стекла, проходя между механизмами заварки 9, подвергаются интенсивному прогреву горизонтальных кромок и их последующей заварке. В третьей зоне происходит выравнивание
0 температуры по плоскости стекол и прожигание продувочного отверстия. Во время перемещения тележки из третьей зоны в четвертую происходит захват полупакета за горизонтальные швы и освобождение вертикальных
5 кромок от зажимов для подготовки их к заварке. В четвертой зоне последовательно происходит заварка двух вертикальных кромок стеклопакета механизмами заварки 10. После этого тележка с пакетом перемещается в пятую зону, где происходит перекладка пакета на рольганг печи 2. Затем тележка выкатывается из печи / и перемещается к пути возврата, а затем на позицию загрузки. Отожженный стеклопакет по выходе из печи 2 по5 ступает на стол контроля.
Предмет изобретения
1.Установка для изготовления листового стеклопакета, включающая туннельную печь
0 с транспортирующими тележками, горелками для разогрева кромок листов стекла и механизмом заварки горизонтальных и вертикальных швов, а также печь отжига готовых стеклопакетов, отличающаяся тем, что, с целью
5 повышения качества последних, туннельная печь установки выполнена с механизмом перегрузки стеклопакета с транспортирующей тележки на рольганг печи отжига и горелкой для образования отверстий в торце пакета, а
0 механизм заварки швов снабжен формующими роликами с отрезными буртиками.
2.Установка по п. 1, отличающаяся тем, что, с целью обеспечения соосности, швов стеклопакета, формующие ролики выполнены са5 моустанавливающимися и снабжены базирующими катками.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГ СТЕКЛОПАКЕТА'4—--.^-^.-...„.,.:,Jr;->&'ii,:.;;'',:{.) Т^' | 1972 |
|
SU334189A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОПАКЕТА | 1972 |
|
SU345104A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОПАКЕТА | 1972 |
|
SU324230A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Установка для изготовления двойного полого листового стекла | 1959 |
|
SU131469A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Толкатель для загрузки печи | 1977 |
|
SU737760A1 |
Hanpaffjjef ue ffSимения пои заварне
и&.З
fuz.if L: L .5
