Известны приспособления для обработки заходов резьбы в гайках на вертикально-фрезерном станке, в корпусе которых установлены шпиндели, несущие изделия и обеспечивающие перемещение изделий по спирали.
В описываемом приспособлении для обеспечения автоматизации холостых и рабочих движений корпус установлен неподвижно на станине станка и несет двухпозиционный барабан со шпинделями для изделия, взаимодействующими с рейкой - копиром, размещенной на столе станка и осуществляющей холостые и рабочие движения приспособления.
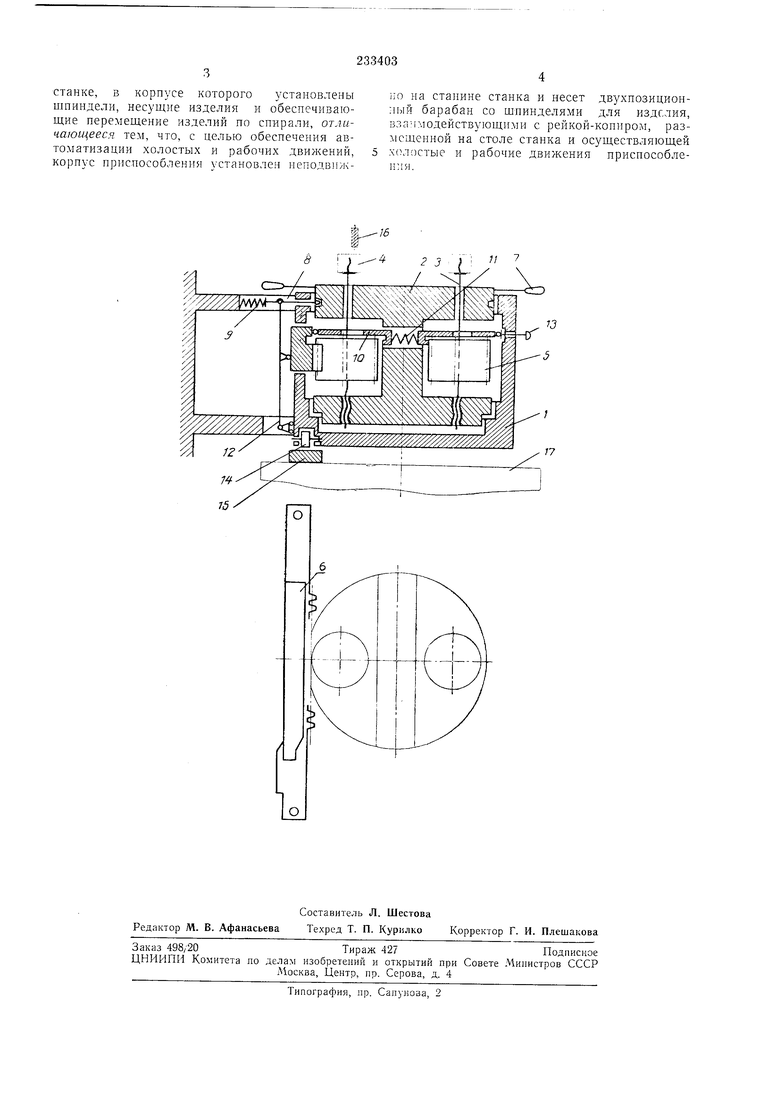
На чертеже схематически изображено описываемое приспособление.
В корпусе / приспособления, закрепленном на станине станка, имеется двухпозиционный барабан 2. В направляющих барабана установлены два шпинделя 3, на которые крепятся обрабатываемые детали 4.
На шпинделе через скользящую шпонку посажена шестерня 5, входящая в зацепление на рабочей позиции е рейкой-копиром 6, закрепляемой на столе станка. Для поворота барабана служат ручки 7, а для фиксации его - фиксатор 8 с пружииой 9.
Для фиксации шпинделей служат фиксаторы 10 с пружиной J. Рейка-копир управляет включением и выключением фиксатора шпинделя рабочей позиции и через рычаг 12 - фиксатором барабана.
Кнопка 13 обеспечивает ручное выключение фиксатора шпинделя загрузочной позиции.
Для повышения жесткости корпуса предусмотрен ролик 14 и планка 15. На чертеже условно показаны пальцевая фреза 16 и стол станка 17.
При движении стола станка 17 по полуавто.матическому циклу (быстрый подвод, рабочий ход, быстрый отвод и останов) рейка-коннр 6 включает фиксатор 8 барабана и выключает фиксатор 10 шпинделя рабочей позиции, вращает чере; шестерню J шпиндель 3 рабочей позиции. Обрабатываемая деталь 4 движется относительно фрезы 16 по спирали
обрабатываемой резьбы соответственно циклу движения стола.
Во время обработки детали на рабочей позиции на загрузочной позиции устанавливается вторая деталь. При необходимости корректировки углового положения детали пользуются кнопкой 13 ручного выключения фиксатора шпинделя на загрузочной позиции.
После остановки стола 17 барабан 2 поворачивается за ручку 7 на 180°, и включением
кнопки «пуск станка начинается новый полуавтоматический цикл обработки. станке, в корпусе которого установлены шпиндели, несущие изделия н обеспечивающие перемещение изделий по спирали, отличающееся тем, что, с целью обеспечения автоматизации холостых и рабочих движений,5 корпус приспособления установлен неподвижно на станине станка и несет двухнозициониый барабан со шпинделями для изделия, взаммодействующими с рейкой-копиром, размещенной на столе станка и осуществляющей хсхлостые и рабочие движения приспособле
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ J fi4TEHriJO^-:{/:...r,:---;ibH&J'y:^^,r~^ _1 | 1971 |
|
SU295620A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ ПРИСПОСОБЛЕНИЕ К ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОМУ СТАНКУ | 1969 |
|
SU237542A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для заточки режущего инструмента | 1988 |
|
SU1565654A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЯ ДИСКОВЫХ КУЛАЧКОВ ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ | 1969 |
|
SU247003A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКЕ | 1966 |
|
SU177780A1 |
3
