Предложенная установка применяется для механизироваииой сварки внутренних швов корпусов сосудов и труб большого диаметра.
Известна установка для сварки внутренних швов обечаек по авт. св. № 187906, содержаш,ая консоль и шарнирно соединенную с ней сварочную головку, снабженную парой опорных роликов. Однако шарнирное соединение сварочной головки с консолью не обеспечивает точного расположения электрода относительно поверхности наплавки, так как имеет место значительное угловое смеш,ение электрода вокруг шариира, а также при сварке используются вводные планки.
В предложенной установке, с целью повышения точности расположения электрода ио отношению к линии стыка, шарнирное соединение сварочной головки с консолью выполнено посредством тяг равной длины. Кроме того сварочная головка снабжена дополнительной парой опорных роликов, что позволяет обходиться без вводных планок.
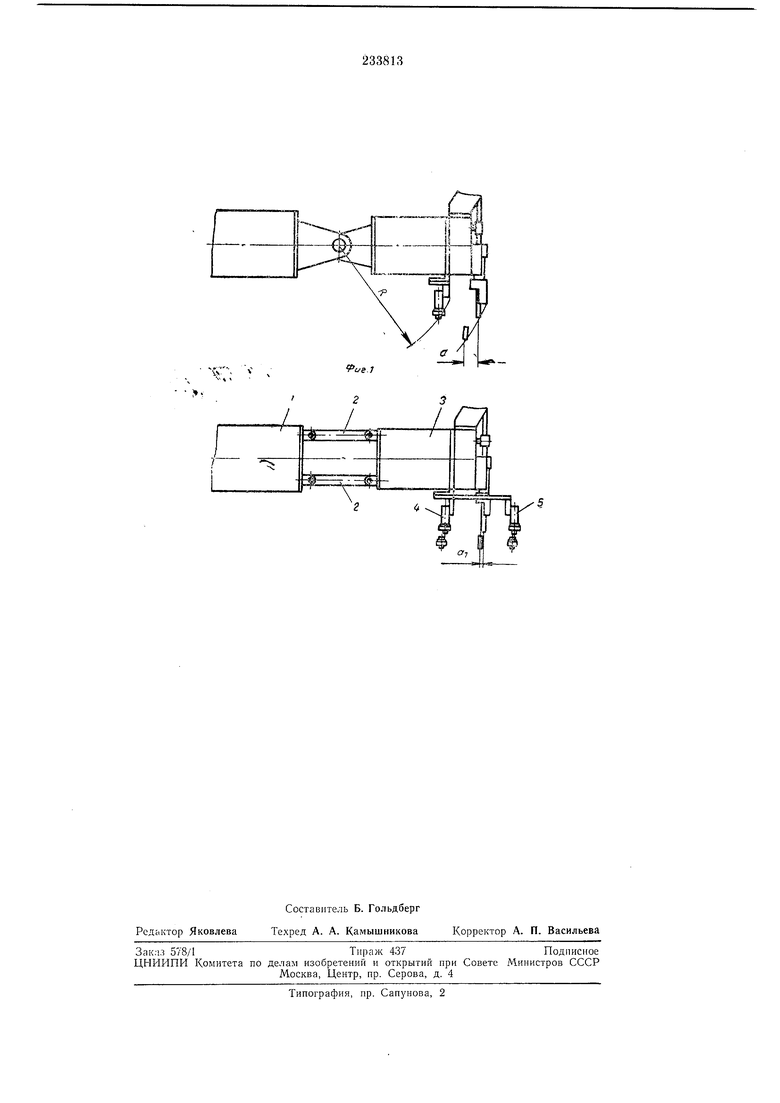
На фиг. 1 представлена известная установка; на фиг. 2 - предложенная установка.
Установка состоит из консоли 1 и шарнирно соединенных с ней тяг 2 равной длины в свою очередь шарнирно соединенных со сварочной головкой 3. На сварочной головке шарнирно закреилены жестко связанная между собой основная пара опорных роликов 4 и аиалогичная им по конструкции дополнительная пара опорных роликов 5. При копировании внутренней поверхности свариваемого сосуда известным устройством (фиг. 1) происходпт поворот сварочной головки вокруг шарнира по дуге с радиусом R, что приводит к угловому иеремещению электрода и смеш,ению его конца на оиределенную величину а относительно стыка.
При копировании устройством согласно данному изобретению угловое перемещение электрода практически отсутствует и величина а отклонения конца от линии стыка свод1ггся к
минимуму.
Предмет изобретения
1. Установка для сварки внутренних стыков обечаек по авт. св. № 187906, отличающаяся
тем, что, с целью повышения точности расположенпя электрода но отиошению к линии стыка, шарнирное соединение сварочной голог ки с консолью выполнено пocpeдcтвo. тяг равной длпны.
2. Установка по п. 1, отличающаяся тем, что, с целью устранения необходимости использования вводных планок, сварочная головка снабжена дополнительной парой опорных роликов.
fue.l
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для сварки труб большогодиАМЕТРА | 1979 |
|
SU848221A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ | 1969 |
|
SU250349A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| УСТАНОВКА ДЛЯ ЗАКРЕПЛЕНИЯ ИЗДЕЛИЯ | 1972 |
|
SU339373A1 |
| Установка для сварки внутренних стыков обечаек | 1971 |
|
SU452460A2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для сварки кольцевых швов с внутренней стороны закрытых сосудов | 1978 |
|
SU778977A1 |