Известны устройства для приварки контактов к контактным элементам, содерл ащие поворотный диск с гнездами для фиксации свар.иваемых деталей под электродами сварочной машины.
Предложенное устройство отличается от известных тем, что гнезда выполнены в виде установленных на диске подпружиненных рычагов с вырезами, обеспечивающими отвод указанных рычагов при очередном повороте диска после зажатия деталей между электродами сварочной машины.
Это обеспечивает повышение качества за счет устранения шунтирования сварочного тока через фиксируюш:ие поверхности гнезд.
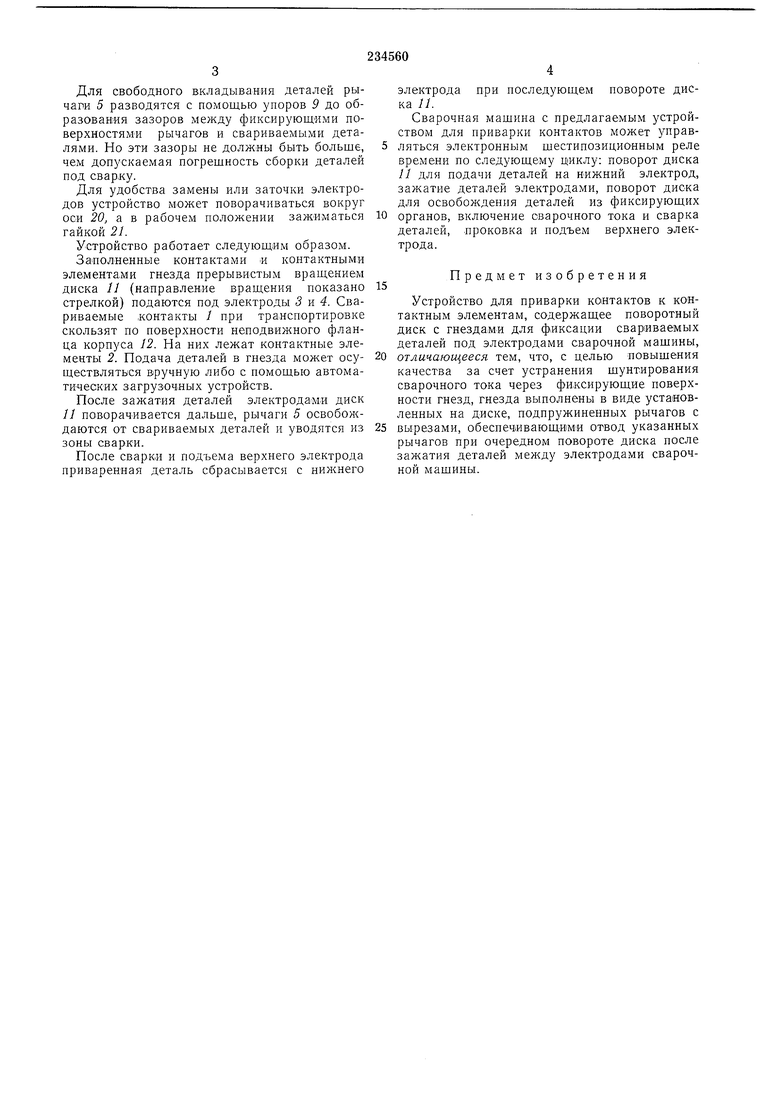
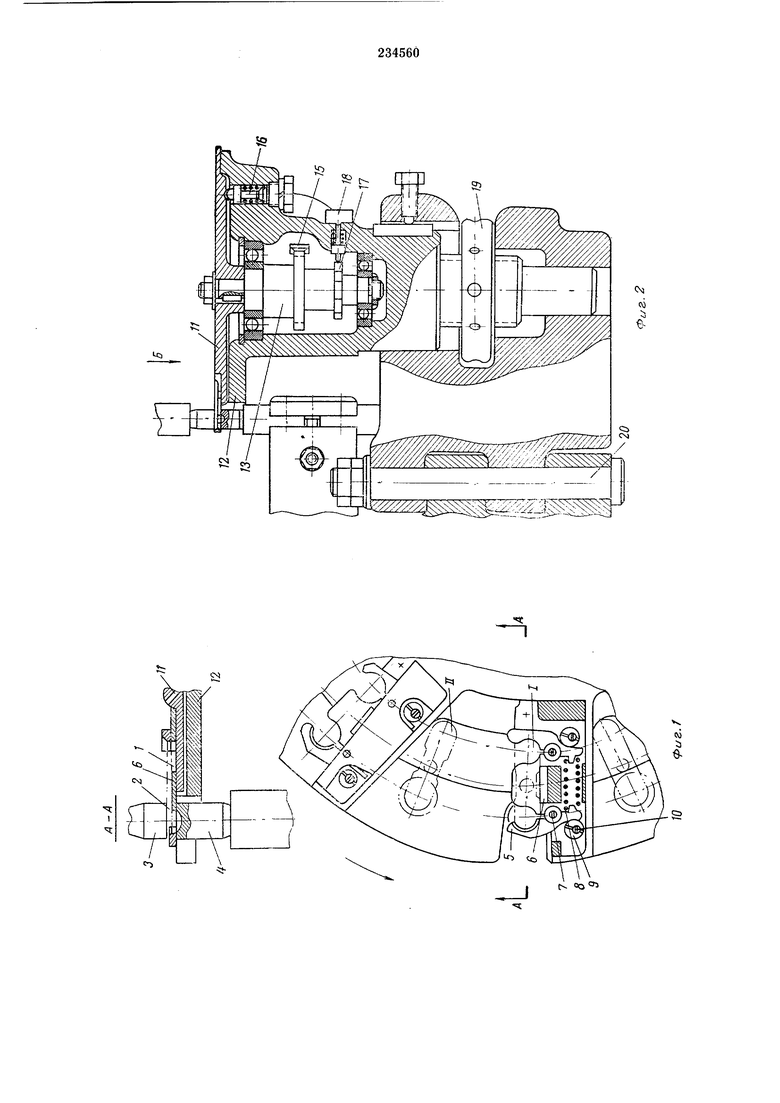
На фиг. 1 изображено описываемое устройство, вид сверху на фиксирующие гнезда при зажатии деталей (/) w сварке (//) и сечение по А-Л; на фиг. 2 - устройство в разрезе; на фиг. 3 - вид по стрелке Б на фиг. 2.
Контакты / и контактные элементы 2 находятся между электродами сварочной машины. Гнезда для сборки образованы двумя рычагами 5 с вырезами и выступом вкладыша 6. Рычаги 5 поворачиваются вокруг осей 7 и смыкаются иод воздействием пружины 8. Схождение рычагов ограничивается регулируемыми эксцентриковыми упорами 9, которые после регулировки затягиваются винтом }0. Толщина фиксирующей части рычагов 5 несколько меньше общей толщины свариваемых деталей, чтобы исключить возможность зажатия фиксирующих органов электродами маш,ины.
Нижняя плоскость диска // прилегает к фланцу неподвижного корпуса 12. Диск 11 поворачивается вместе с валом 13 от прерывистого механизма, например пневмоцилиндра 14 и храпового механизма 15, и фиксируется при помощи фиксатора 16. Пневмоцилиндр 14 устройства связан с пневмосистемой сварочной машины и имеет дросселирующ1ий клапан для настройки на безударное вращение диска ;;.
Кулачо.к 17 при повороте вала 13 воздействует на микровыключатель 18 системы блокировки, связанной со схемой включения сварочного тока, и в нужный момент включает сварочный ток.
При случайных пропусках в подаче деталей и зажатии фиксирующих гнезд электродами машины Пневмоцилиндр 14 воздействует на рычаги 5, поэтому усилие пневмоцилиндра выбирается минимальны.м и его недостаточно для
поворота зажатого диска 11 в позицию сварки, что исключает включение сварочного тока и, следовательно, приваривание рычагов и выход их из строя. Диск // может выставляться в плоскости нижнего электрода npii помощи
Для свободного вкладываиия деталей рычага 5 разводятся с помощью упоров 9 до образования зазоров между фиксирующими поверхностями рычагов и свариваемыми деталями. Но эти зазоры не должны быть больше, чем допускаемая погрешность сборки деталей под сварку.
Для удобства замены или заточки электродов устройство может поворачиваться вокруг оси 20, а в рабочем положении зажиматься гайкой 21.
Устройство работает следующим образом.
Заиолненные контактами И контактными элементами гнезда прерывистым вращением диска 11 (направление вращения показано стрелкой) подаются под электроды 3 и 4. Свариваемые контакты / при транспортировке скользят по поверхности неподвил ного фланца корпуса 12. На них лежат контактные элементы 2. Подача деталей в гнезда может осуществляться вручную либо с помощью автоматических загрузочных устройств.
После зажатия деталей электрода ми диск 11 поворачивается дальше, рычаги 5 освобождаются от свариваемых деталей и уводятся из зоны сварки.
После сварки и подъема верхнего электрода приваренная деталь сбрасывается с нижнего
электрода при последующем повороте диска 11.
Сварочная мащина с предлагаемым устройством для приварки контактов может управляться электронным щестипозиционным реле времени по следующему циклу: поворот диска // для подачи деталей на нижний электрод, зажатие деталей электродами, поворот диска для освобождения деталей из фиксирующих органов, включение сварочного тока и сварка деталей, .проковка и подъем верхнего электрода.
Предмет изобретения
Устройство для приварки контактов к контактным элементам, содержащее поворотный диск с гнездами для фиксации свариваемых деталей под электродами сварочной машины,
отличающееся тем, что, с целью повышения качества за счет устранения шунтирования сварочного тока через фиксирующие поверхности гнезд, гнезда выполнены в виде установленных на диске, подпружиненных рычагов с
вырезами, обеспечивающими отвод указанных рычагов при очередном повороте диска после зажатия деталей между электродами сварочной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| Механизм автоматической сварки пистона с траверзой анода к полуавтоматической линии сборки пакетов радиоламп | 1975 |
|
SU606176A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ | 1971 |
|
SU313642A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1986 |
|
SU1329936A2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙСВАРКИ | 1971 |
|
SU298446A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1985 |
|
SU1260138A1 |
| АВТОМАТ ДЛЯ СТЫКОВОЙ СВАРКИ СТЕРЖНЕЙ | 1938 |
|
SU61486A1 |
| УСТРОЙСТВО для УДАРНОЙ КОНДЕНСАТОРНОЙ СВАРКИ | 1970 |
|
SU277972A1 |
t OQOi
9иг.З
