ЙЗвестны устройства для -резки арматурной стали, содержащие -ножницы, -стол и упор.
При этом нужный отрезок стержня отмеряется и режется по упору, следовательно, если стержень требуется разрезать на несколько частей, его передвигают вдоль до упора и на период реза стержень останавливают. Такое продольно-поступательное движение не позволяет автоматизировать раскрой и резку стержней.
ОписЫваемое устройство обеспечивает одновременную разрезку стержней «а несколько ,кусков заданной длины без их продольного перемещения.
Для этого оно выполнено с ралюй, на которой установлены имеющие фиксаторы положения тележки с ножшщами, снабженными рыча жт ым выбрасывателе.м.
Выбрасыватель нриводится в действие диафрагмег.ной камерой, включенной в систему прнвода ножниц.
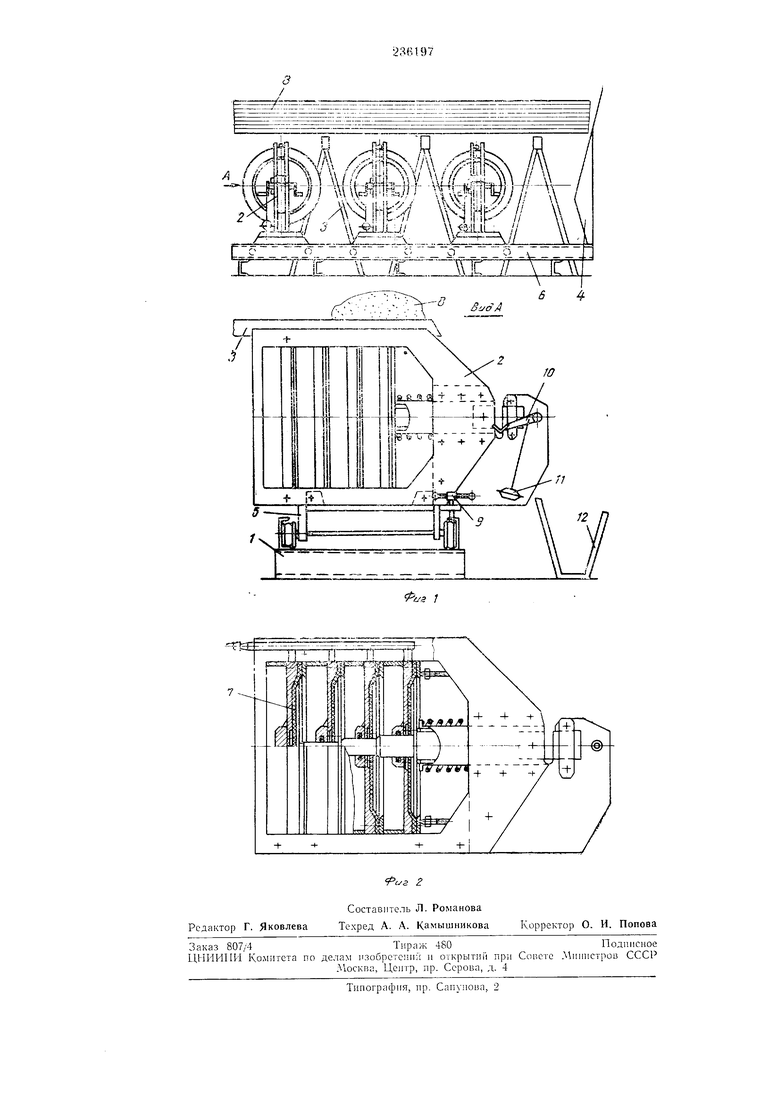
Па фиг. 1 изображено описываемое устройство, вид спереди; на фиг. 2--cxe ra привода
НОЖНИЦ.
Устройство содерж ит раму /, которая является основанием для нескольких ножниц 2 ,и канравляюпщми путями для нередвнжения и расстановки ножниц на задаьдаый размер раскроя стержня. Стол или отдельные козлы 5 имеют УКЛОН к зеву ножниц. Па них укладываются краном иачки стержней одним концом вилотную к неподвин-:ному унору 4. Пеподвижкый упор 4 базируется на направляющей раме 1 или на .козлах 3.
Пневматические ножницы 2 снабжены тележкой 5, что дает 1возможность без затруднений перекатывать ножницы по направляющим ПУТЯМ и устанавливать на заданный размер по мерной линейке (шкале) 6.
Пожнипы 2 имеют диафрагменный привод 7 с рабочим диаметром 500 мм. Таких диафрагм четыре, что поз1воляет развивать усилия до 36 7 при давлении воздуха 5 атм. Таким образом, можно разрезать стержнн арматурной
стали диаметром до 40 мм, что вполне охватывает всю номенклатуру диаметров стержней, прп-меняемых при изготовлении армокаркасов. Диафрагменный привод конструктивно прост и надежен в работе. При ходе подвижного ножа в пределах 40-50 мм расход воздуха незначительный, к тому же диафрагменный привод исключает утечки воздуха. При раскрое и разрезании стержней днаметром до 20 мм можно в ножницах две камеры перекрыть,
в этом случае расход .воздуха сократнтся в два раза, соответственно и ход подвижного ножа будет в два раза быстрее.
таким ооразом, что расстояние межлурсжушн гН ножами соответствует размеру, на который требуется разрезать стержень. Ножницы зафиксирОБаиы фиксаторами 9, что иостючает их емещеиие в процессе работы.
Стержди с противоположного конца устройства от неподвижного уиора 4 вручную отделяют от пачки, а далее по яаклояу стержень иод действием собственного веса скатывается в зев 2. При падеш-ш в зев ножниц стержень натал.кивается на рычаг включения электрических пневмозолотпиков, которые дают команду на одновременное включение цневмоножниц. По мере нарастания давлення в пневмокаамерах ножниц 2 стержень зажимается, а затем при достижения соответствующего давления разрезается на заданное колнчеетво отрезков. Отрезки вьгбрасываютея вверх через открытую часть Ножнмц специальным выбрасывателем 10, который нрнводится в действие малой диафрагменной инсвмокамерой 11 диаметром до 150 мм, ноиадают в специальные контейнеры 12 н транспортируются по на:значению.
Точность раскроя стержня обеспечивается неподвижным упорОМ 4. Стержень при паденнн торцом скользит по уклону неподвижног;) упора 4, который отклонен на еоответетв чощпй угол Б еторону падения етерж.ня. Таким образо-м, падающий стержень всегда в зависимости от первоначального положения отодвигается назад, в противоположную еторо ну ог упора, и в конечном положении, когда лежит на дне зева ножниц, будет касатьея торцом упора. Следовательно, 1арантированная jo4ность раскроя всегда будет нахОД1ггься в допуекаемых пределах.
Стержни -МОЖНО заб расывать е торна -мсханпчееки, скатывая со етола для реза.
Предмет и з о б р е т е н и я
Устройство для резки арматурной стали, содержащее ножницы, стол ,и упор, отличающееся тем, что, е целью одновременной разрезки стержней на несколько кусков заданной длины, оно выполнено с рамой, на которой установлены и.меющие фнксаторы иоложсния тележки с ножницами, снабженными рычажиым выбрасывателем, нриводимы.м в действие диафраг.менной камерой, включенноГ в систему иривода ножниц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| Линия раскроя арматурной стали | 1982 |
|
SU1013137A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ АРМАТУРЫ ТРЕБУЕМОЙ ДЛИНЫ | 2011 |
|
RU2497616C2 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Автоматическая линия раскроя листового материала | 1986 |
|
SU1400800A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| УСТРОЙСТВО для РАСТАРИВАНИЯ МЕШКОВ С АСБЕСТОМ | 1964 |
|
SU165107A1 |
| Автоматическая линия раскроя листового материала | 1985 |
|
SU1278122A1 |