1
Известны станки для павив;ки и приварки проволочных спиралей к трубе теилообмепника, включающие механдам :шаговой подачи трубы и поворотную аправку.
Особенность описываемого станка состоит в ТОМ, что он Снабжен формующим пуансоном с приводом через кулачковый механизм, кинематически связанным с приводом оправки и трубчатого электрода, смонтированным на c6Hieii |станине с формуюЩ;Им пуансоном.
Станок в таком выполнении обосиечнзаот автоматизаиию ироцесса изготовления труб теилообх енников путем совмещения операции -навивки спирали и ее приварки.
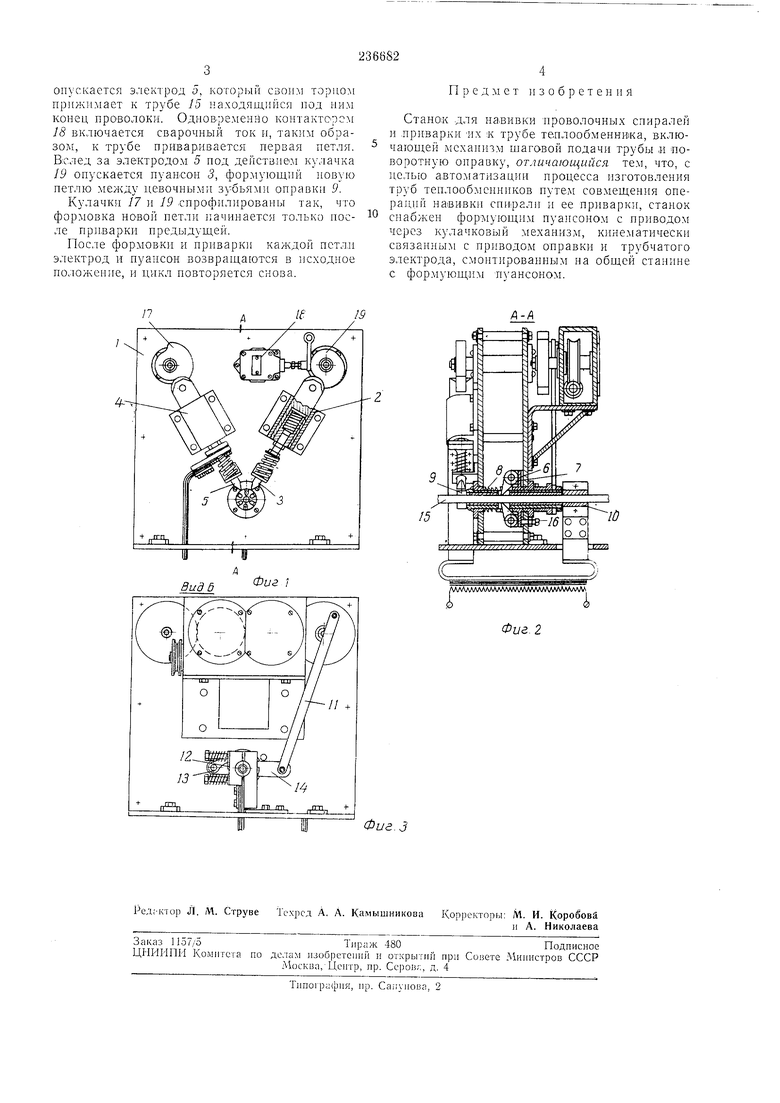
На фиг. 1 .изображен описываемый станок; ;на фиг. 2 - разрез по /1-:Л н.а .фиг. 1: фиг. 3- ;вид ио стрелке Б.
Все узлы стайка смонтированы на станние 1, на которой установлены механизм 2 прижима пуансона 3 и механизм 4 прижима электрода 5. Механизм Н1аговой подачи трубы состоит из муфты 6, несущей два зуба 7 и возвратной пружины 8.
Механпзм поворота оправки 9 и трубчатого электрода 10 состоит из шатуна //, храпового колеса 12, собачки 13 и поводка 14.
Описываемый станок работает следующим образом. Под действием щатуиа // поворачивается поводок 14, свободно сидящий на оправке 9, в отверстие которого вставлена труба 15. Прн этом собачка 13, связанная с поводком 14, поворачивает храповое колесо 12. Вместе с храповым колесом поворачпваются жестко связанная с ним оправка 9 и муфта 6. Электрод 5 и пуаксои 3 остаются при этом в подня0том иоложснии.
За один ход Н1атуна // онравка 9 и соедииснр.ая с ис муфта 6 повораЧ:Пваются на Д; оборога. При этом прорезь оправки 9 с зало5женным в нее концом ироволоки перемещается под электрод 5, а муфта 6 набегает свснм.и зубьями на упорные болты 16 и передвигается но опра.вке 9 справа налево.
После поворота оправки на Vg оборота зубья, r teющиecя иа торце муфты 6, соскакивают с упорных болтов 16 и она под действием возвратно пружи;1ы 8 возвращается в исходное ноложен1гс.
При обратном ходе муфты зубья 7 скользят
5 по трубе /5, не передвигая ее.
Величина нодачи трубы 15, а также и niar навнвки спиралеГ осуществляются настройкой упорных болтсз 16. Вслед за поворотом оправки на i,G оборота под действием кулачка 17
опускается электрод 5, который сзопм торном прижимает к трубе 15 находящийся под ним конец проволоки. ОдноВ;) контактором
18включается сварочный ток и, таким образом, к трубе приваривается первая петля. В:след за электродом 5 под действие :, кулачка
19опускается пуансон 5, формующий новую петлю между цевочпыми зубьями оправки 9.
Кулачки 17 и 19 .спрофил 1рованы так, что формовка навой петли лачипается только после приварки предыдущей.
После формовки и приварки каждой петлл электрод и пуансон возвращаются в исходное положепие, и цикл повторяется снова.
нзобретення
Стано;к для на.вивки проволочных спиралей и .приварки ИХ к трубе теплообменника, включающей механизм шаговой подачи трубы л поворотную оправку, отличающийся тем, что, с келью автоматизации процесса изготовления труб теплообменников путем совмещения операций наеивкп спирали и ее приварки, станок снабжен формующим иуаисоном с приводом через кулачковый механизм, кинематически связанным с приводом оправки и трубчатого электрода, смонтированным на общей станине с формующим пуансоном.
Видь А-А
МММЛЛМЛЛЛММЛЛА/ЛЛА/ЛММММЛА
Фиг. 2
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАВИВКИ И ПРИВАРКИ К ТРУБАМ ТЕПЛООБМЕННИКОВ СПИРАЛЬНОГО ОРЕБРЕНИЯ | 1968 |
|
SU231042A1 |
| СТАНОК ДЛЯ НАВИВКИ, ИЗГОТОВЛЕНИЯ И ПРИВАРКИ К ТРУБАМ ТЕПЛООБМЕННИКОВ СПИРАЛЬНОГО ОРЕБРЕНИЯ | 1969 |
|
SU238050A1 |
| Труборезный автомат | 1981 |
|
SU1009613A1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| Автомат для изготовления панцирных сеток | 1955 |
|
SU112039A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Станок для гибки змеевиков | 1986 |
|
SU1400714A1 |
| СТАНОК ДЛЯ НАВИВКИ ЦИЛИНДРИЧЕСКИХ РЕШЕТОК С ПОСЛЕДУЮЩЕЙ СВАРКОЙ ПЕРЕКРЕСТИЙ | 1967 |
|
SU223926A1 |
