Известны устройства для автоматической за грузки бесцентрово-шлифовальных станков, содержащие бункер с расположенным внутри HerOi ворошителем, ириводимыл в движение от пневмоцилиндра.
Предложенное устройство отличается тем. Что оно снабжено шарпирно укрепленным на стенке бункера коромыслом, на верхнем плече которого имеется экран, 1воздействующий через контактные выключатели на золотник пневмоцилиндра, а на нижнем плече расположен шарик, который, перемещаясь, меняет длину 1плеча коромысла. Это обеспечивает своевременную подачу заготовок в зону обработки и подачу заготовок различной длины.
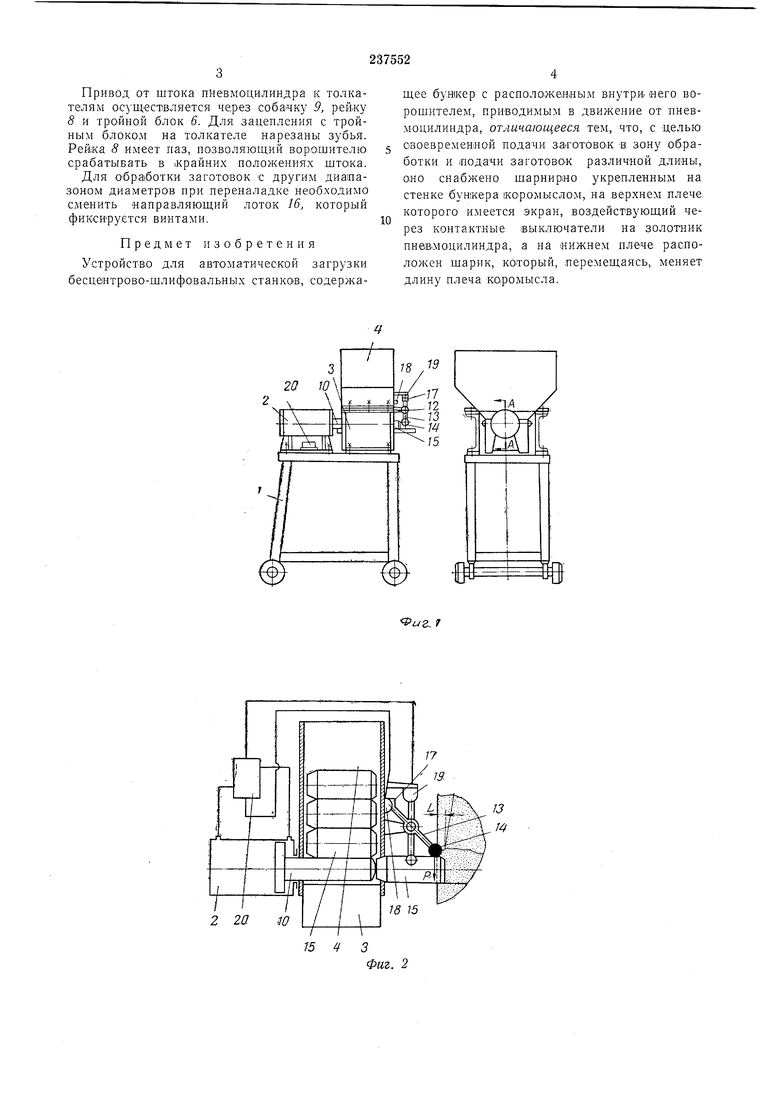
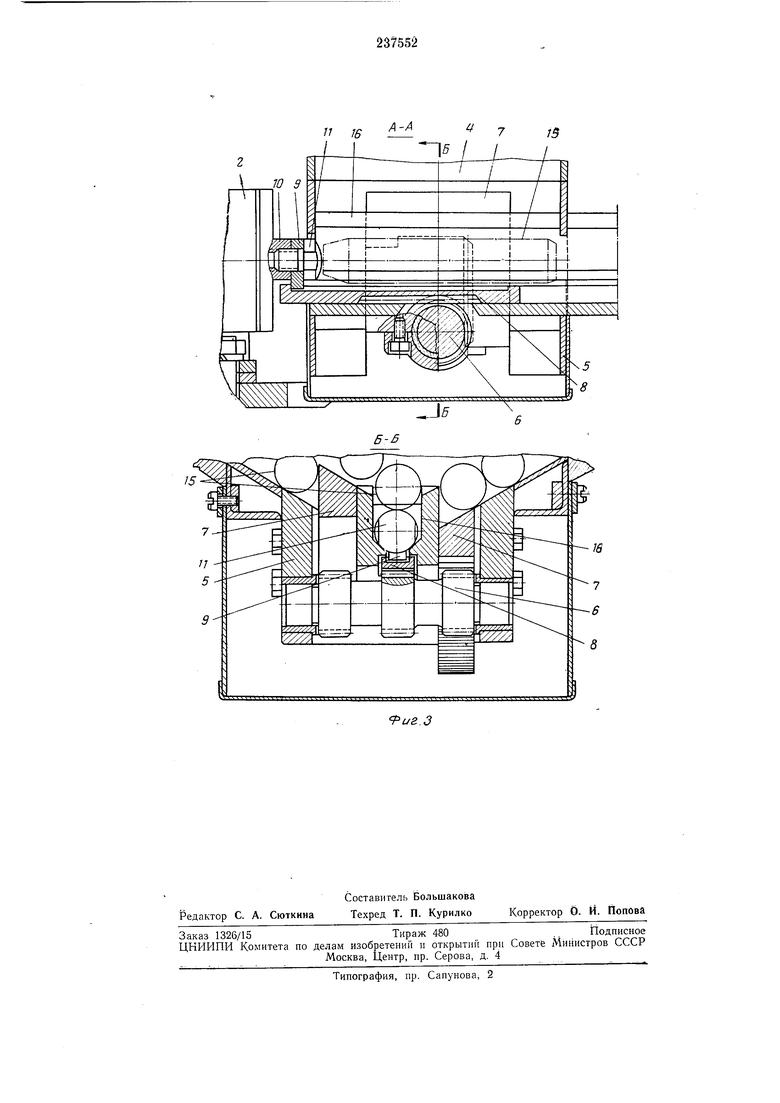
Па фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - принципиальная схема устройства; на фиг. 3-; разрез ворошителя по Л-А и Б-Б.
Устройство для автоматической загрузки бесцентр01во-щлифовальных станков имеет сварную раму /, на которой расположен пневмоцилиндр 2, буикер 3 и накопитель 4. В бункере размещен ворощитель, содержащий корпус 5, тройной блок 6, два толкателя 7 и рейку 8, в паз которой входит собачка 9 щтока 10 пневмоцилиндра 2. Собачка крепится к штоКу винтом J1.
одном плече -коромысла им-еется шарик М, фиксирующий положение заготовки 15, которая находится в направляющем лотке 16. Па другом плече коромысла расположен экран (алюминиевый листок) 17, который -с помощью бесконтактных выключателей 18 и 19 управляет двухпозиционным золотником 20.
Устройство работает следующим образом.
Когда заготовка /5 штоком 10 пневмоцилиндра 2 посылается в зону обработки шлифовальных кругов, то, перемещаясь, она поворачивает коромысло 13. Как только деталь во11дет в зону обработки, экран включит бесконтактный выключатель 18, который переместит илунжер золотника 20 в нижнее положение. Воздух поступит в левую полость пневмоц 1линдра 2, а штск займет исходное положение, после чего начинается процесс п лифования, и дальше деталь перемещают шлифовальные круги.
Когда деталь пройдет зону обработки, коромысло под действием шарика 14 займет вертикальное положение. Экран включит бесконтактный выключатель 19, после чего золотник переместится в верхнее положение. Шток пневмоцилиндра подаст в рабочую зону следующую заготовку и в то же время очередную заготовку подадут толкатели 7 в иаправляющий лоток 16 из бункера 3 через накопитель 4. Привод от штока пневмоцилиндра к толкателям осуществляется через собачку 9, рейку 8 и тройной блок 6. Для зацепления с тройным блоком на толкателе нарезаны зубья. Рейка 8 имеет паз, позволяющий ворошителю срабатывать в Jкpaйниx положениях што1ка. Для обра|ботки заготовок с другим диапазоном диаметров при переналадке необходимо сменить направляющий лоток 16, который фиксируется винтами. Предмет изобретения Устройство для автоматической загрузки бесцвнтрово-шлифовальных станко1В, содержащее бун1кер с расположенным внутри, него ворошителем, приводимым в движение от пневмоцилиндра, отличающееся тем, что, с целью своевременной подачи за1ГОтовО|К в зону обработки и подачи заготовОК различной длины, оно снабжено шарнирно укрепленным на стенке бун1кера коромыслом, на верхнем nv4e4e которого имеется экран, воздействующий через контактные выключатели на золотник пнев моцилиндра, а на «ижнем плече расположен шарик, который, перемещаясь, меняет длину плеча коромыс.та.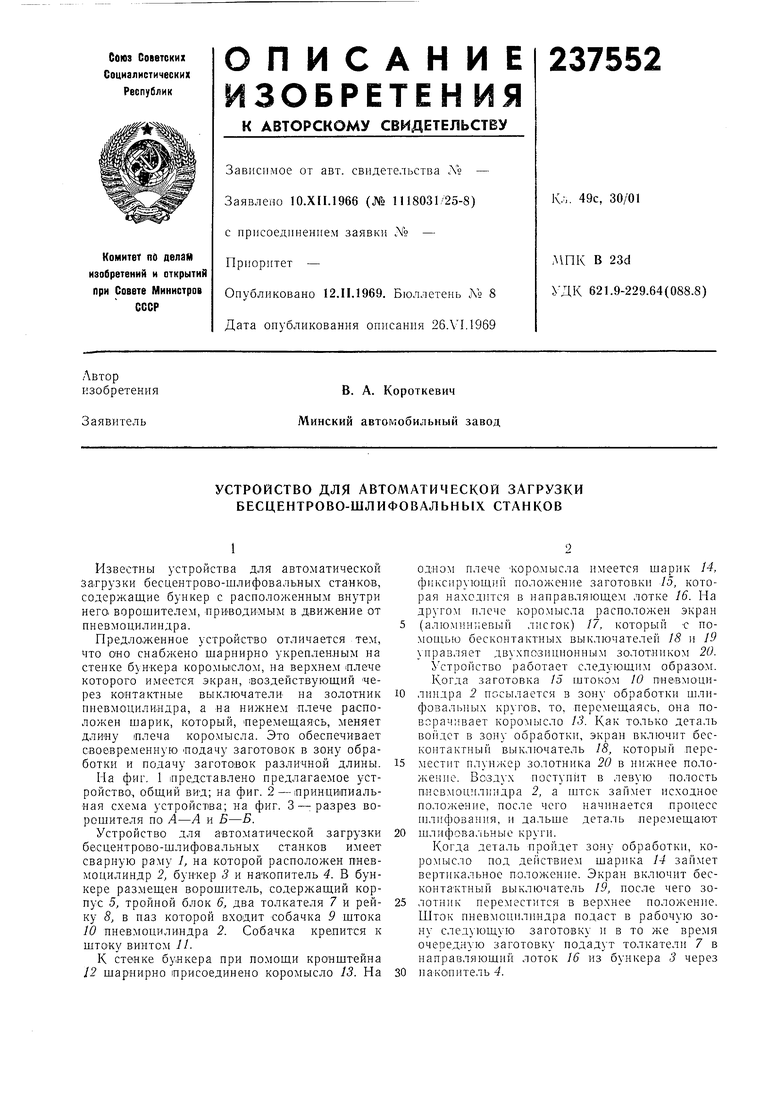
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ПОДШЛИФОВКИ МЕСТА КЛЕЙМЕНИЯ В РЕЗИНОВЫХ ПОДОШВАХ | 1968 |
|
SU211358A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| Устройство для укладки ампул в кассету | 1988 |
|
SU1622224A1 |
| ФРЕЗЕРНЮ-ОТРЕЗНОЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ДЕЛЕНИЯ ЗАГОТОВКИ БЕЗ ОСТАТКА | 1973 |
|
SU382480A1 |
| Ротор ориентации и загрузки штучных заготовок | 1990 |
|
SU1722782A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАРЯДКИ | 1972 |
|
SU358128A1 |
| Загрузочное устройство | 1986 |
|
SU1373523A1 |
| Многопозиционное загрузочное устройство | 1984 |
|
SU1333533A1 |
2 20. НО
, f
/7
15
