Известны кинематомеры для контроля точности делительной цепи зубофрезерных станков, содержащие датчик угла поворота фрезы; модуляционный фотоэлектрический датчик угла поворота стола с корпусом, двумя парами расположенных на кронштейне и в корпусе фотодиодов с осветителями, одна из которых связана со столом станка, а другая - моментной муфтой со станиной его, быстро вращающимся в корпусе на подшипниках качения ротором с угловыми шкалами и двигателем ротора, ось которого совпадает с осью ротора; а также электронный блок сравнения сигналов датчиков и узел регистрации.
Предлагаемый кинематомер отличается от известных тем, что кронштейн диодов установлен на подшипниках качения в роторе, а электронный блок снабжен фильтрами, подавляющими частоты сигналов от вращения шариков и колец подшипников. Это позволяет исключить влияние погрешностей формы шариков подшипников и тех колец их, которые скреплены с ротором.
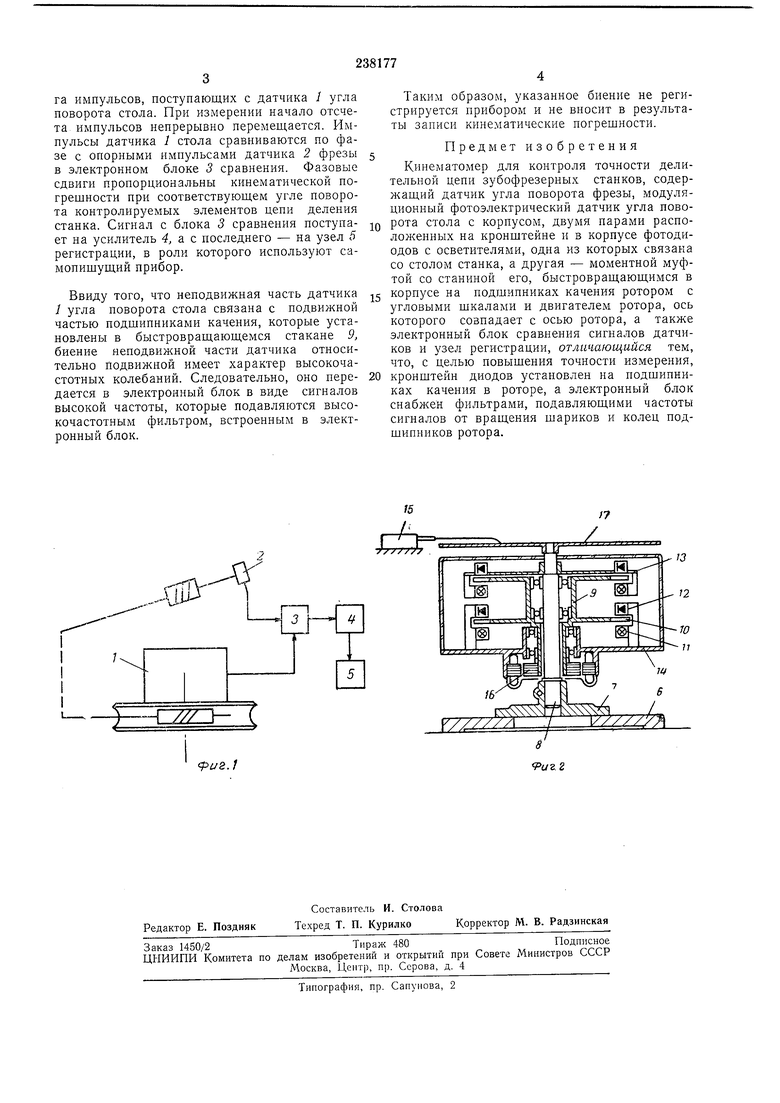
На фиг. 1 изображена блок-схема предлагаемого кинематомера; на фиг. 2 - датчик стола.
нения сигналов датчиков, усилителя 4 и узла 5 регистрации.
Датчик / угла поворота стола устанавливают на плиту 6, на которой расположен фланец 7 с центрирующим отверстием. После тщательной установки фланца 7 в его отверстие вставляется шп шдель 8 датчика / стола. На шпинделе 8 установлен на подшипниках стакан 9 с двумя стеклянными дисками 10 с нанесенными на их поверхности круговыми решетками, выполненными в виде непрозрачных радиальных штрихов. Под дисками установлены по два осветителя //, а над дисками - два фотодиода 12. Между дисками и фотодиодами размещены решетки с 40-60 штрихами тех же параметров, что )i штрихи на диске. Осветители 11 и фотодиоды 12 верхнего диска закреплены на траверсе 13, которая вращается с угловой скоростью стола. Осветители
нижнего диска установлены на плите 14, которая связана со стаканом 9 с помощью оси и подшипников качения, и фиксируется относительно стола двухпараллелограммным устройством 15. Внутри плиты 14 размещены ротор и статор электродвигателя, жестко связанного со стаканом.
Датчик угла 2 поворота фрезы выдает импульсы, которые принимаются за опорные. Нулевая точка каждого импульса датчика 2 га импульсов, поступающих с датчика / угла поворота стола. При измерепии начало отсчета импульсов непрерывно перемещается. Импульсы датчика 1 стола сравниваются по фазе с опорными импульсами датчика 2 фрезы 5 в электронном блоке 3 сравнения. Фазовые сдвиги пропорциональны кинематической погрещности при соответствующем угле поворота контролируемых элементов цепи деления станка. Сигнал с блока 3 сравнения поступа- JQ ет на усилитель 4, & с последнего - на узел 5 регистрации, в роли которого используют самопищущий прибор. Ввиду того, что неподвижная часть датчика / угла поворота стола связана с подвижной частью подшипниками качения, которые установлены в быстровращающемся стакане 9, биение неподвижной части датчика относительно подвижной имеет характер высокочастотных колебаний. Следовательно, оно пере- 20 дается в электронный блок в виде сигналов высокой частоты, которые подавляются высокочастотным фильтром, встроенным в электронный блок. Таким образом, указанное биение не регистрируется прибором и не вносит в результаты записи кинематические погрешности. Предмет изобретения Кинематомер для контроля точности делительпой цепи зубофрезерных станков, содержащий датчик угла поворота фрезы, модуляционный фотоэлектрический датчик угла поворота стола с корпусом, двумя параьш расположенных на кронщтейне и в корпусе фотодиодов с осветителями, одна из которых связана со столом станка, а другая - моментной муфтой со станиной его, быстровращающимся в корпусе на подшипниках качения ротором с угловыми щкалами и двигателем ротора, ось которого совпадает с осью ротора, а также электронный блок сравнения сигналов датчиков и узел регистрации, отличающийся тем, что, с целью повышения точности измерения, кронштейн диодов установлен на подшипниках качения в роторе, а электронный блок снабжен фильтрами, подавляющими частоты сигналов от вращения шариков и колец подшипников ротора.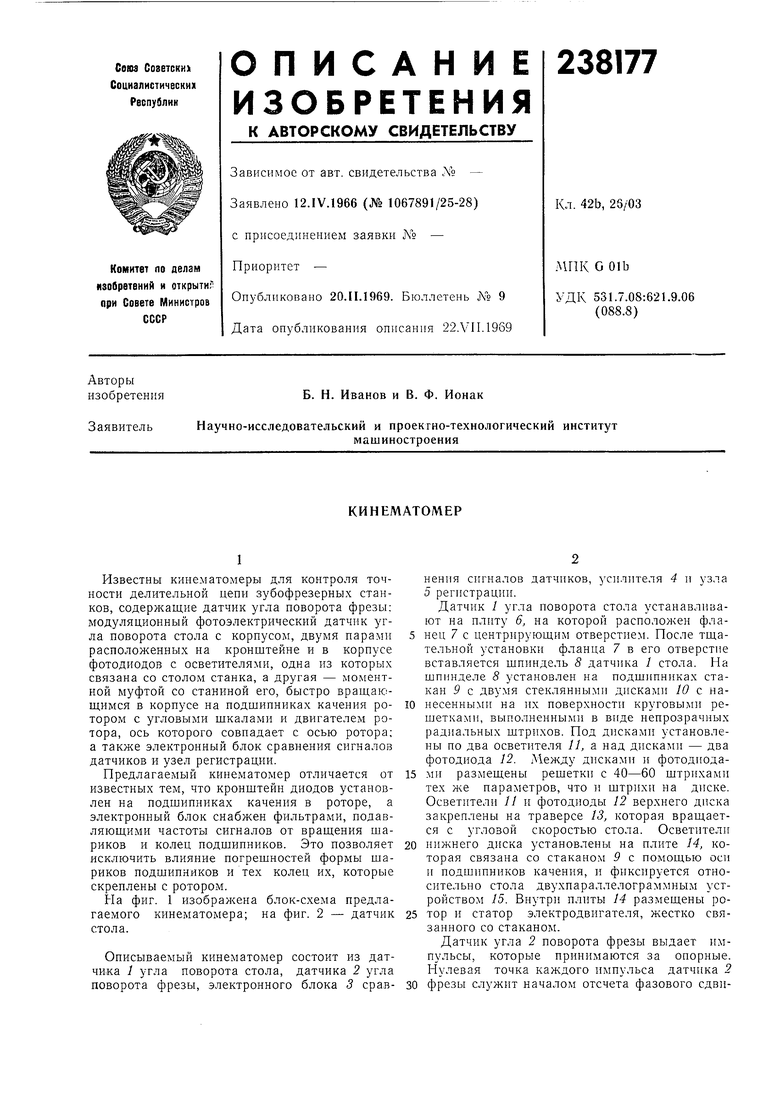
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ МЕХАНИЗМОВ | 1963 |
|
SU453563A1 |
| Устройство для измерения точности кинематической цепи зубофрезерного станка | 1959 |
|
SU129829A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ проверки кинематической точности зубофрезерных станков | 1957 |
|
SU125894A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| Способ определения жесткости привода станка | 1991 |
|
SU1812060A1 |
| Способ активного контроля кинематической погрешности зубчатого колеса | 1986 |
|
SU1445873A1 |
| Эталон единицы плоского угла | 2016 |
|
RU2637727C1 |
| Способ определения погрешностей зубчатых колес | 1981 |
|
SU991147A1 |
