Известен многопозиционный станок для сварки карданных валов, передняя бабка которого выполнена в виде смонтированного на центральном валу диска с равнорасположенНыми по его окружности шпинделями, с одной стороны которых установлены зажимные паl-pOHbi, а € другой - торцовые полумуфты. Подключаемые к приводу вращения на позиции сварки.
Предложенный станок отличается от известного тем, что шпиндели снабжены .ориентаторами патронов, представляющими собой диски с радиусными лысками, взаимодействующими на ПОЗИЦИИ выгрузки или на других позициях, кроме позиции сварки, с круговым копиром, при этом радиус лыски соответствует радиусу кругового копира. Последний saKipenлен на станине концентрично с валом и имеет секторный вырез, обращенный в сторону позиции сварки.
Благодаря этому повышается производительность сварки и автоматизируется загрузка-вылрузка изделий.
На |фиг. 1 показаны позиции передней бабки; на фиг. 2 - передняя бабка со щпинделем и торцовой лолумуфтой, разрез по А-А на фиг. 1; на фиг. 3 - система ориентации патронов (разрез по Б-Б на фиг. 2).
ном валу / диск 2, имеющий равнорасполол енные позиции загрузки, сварки, выгрузки, а также одну или несколько резервных позиций с зажимными патронами 3, ориентирующими изделие относительно оси кольцевого шва.
В патроны, выполненные в виде клещей со шпинделем, встроены гильза, поршень и шток пневмоцилиндра 4, которые связаны с качающейся фиксирующей челюстью-зажимом 5. На шпинделях патронов, имеющих дисбаланс, центр тяжести которого находится в точке 6 массивной клещевины с фиксатором, между зубчатыми полумуфтами 7 и диском 2 смонтированы периферийные вращающиеся пневмомуфты S, соединяющие пневмоцнлиндры 4 с центральной вращающейся пневмомуфтой 9. Внешним вращающимся кольцом муфты 9 является вал, а внутренняя неподвижная часть
выполнена в виде золотника-плунжера, концентрично вставленного в вал /.
В открытый зажимной патрон вводят свариваемую деталь - вилку карданного вала. С помощью пневмокрана зажимают эту деталь
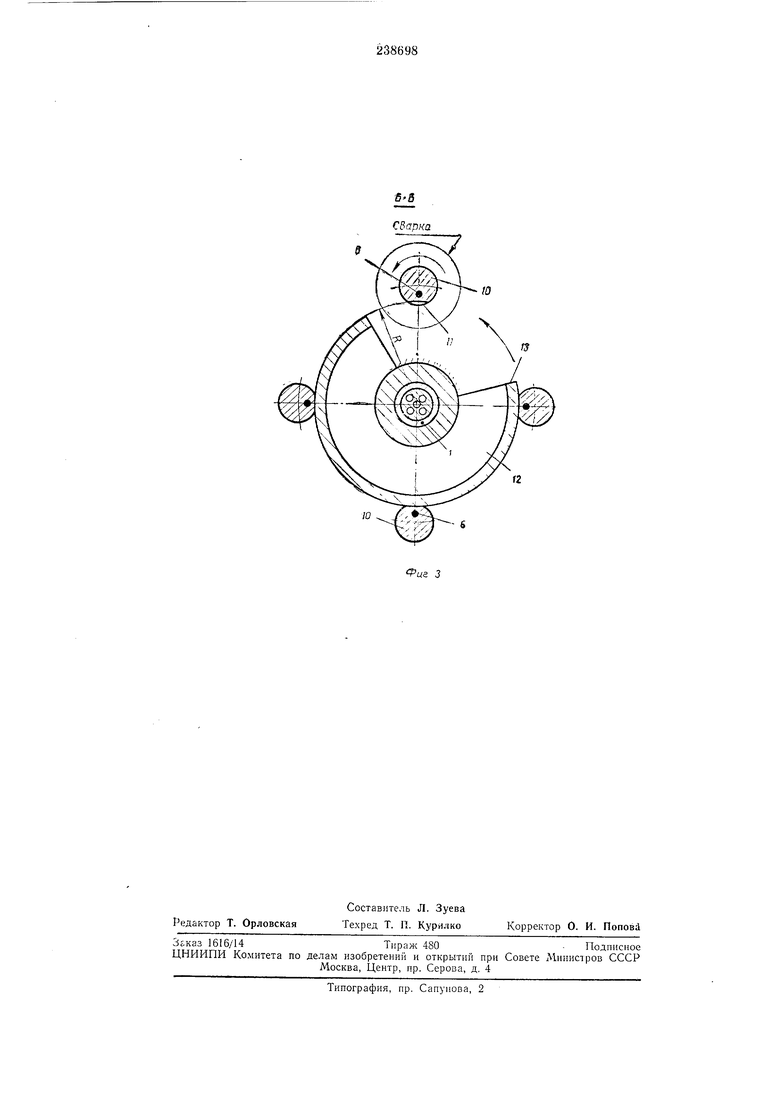
В патроне. Ориентатор 10, смонтированный на шпинделе патрона и представляющий собой диск с радиусной лыской //, взаимодействуя с круговым копиром 12, удерживает свариваемую деталь в определенном положении. Круращенный в сторону позиции сварки и неподвижно закрепленный на станине 14 концентрично валу /.
Поворотом диска 2 переводят установленное в зажимном патроне изделие на позицию сварки. При этом ориентатор 10 сходит с кругового копира 12, и патрон устанавливается центром тяжести книзу.
Включают полумуфту 7 и производят сварку. После сварки патрон вновь поворачивается центром тяжести книзу и сохраняет это положение при повороте диска 2 на следующую позицию. Во время поворота лыека // ориентатора 10 встречается с выступом секторного выреза 13 кругового копира 12, который переводит патрон 3 в ориентированное для выгрузки положение. На позиции выгрузки за счет управляющей центральной муфты 9 зажимной патрон раскрывается, и сваренная деталь выгружается.
сварка
Предмет изобретения
Многопозиционный станок для сварки кар данных валов, передняя бабка которого выполнена в виде смонтированного на центральном валу диска с равнорасположенными по его окружности шпинделями, с одной стороны которых установлены зажимные патроны, а с другой - торцовые полумуфты, «одключаемые к приводу вращения на позиции «сварка, отличающийся тем, что, с целью повышения производительности сварки и автоматизации процесса загрузки-вытрузки свариваемых изделий, шпиндели оснащены
ориентаторами патронов, выполненными в виде диско:в с радиусными лысками, взаимодействующими на позиции выгрузки или на других позициях, кроме позиции «сварка, с круговым копиром, закрепленным на станине
концентрично с валом и имеющим секторный вырез, обращенный в сторону позиции сварки, при этом радиус лыски соответствует радиусу кругового копира.
Загрузка
Риг. /
А-А
В к пнеВмонрану
f2
- 6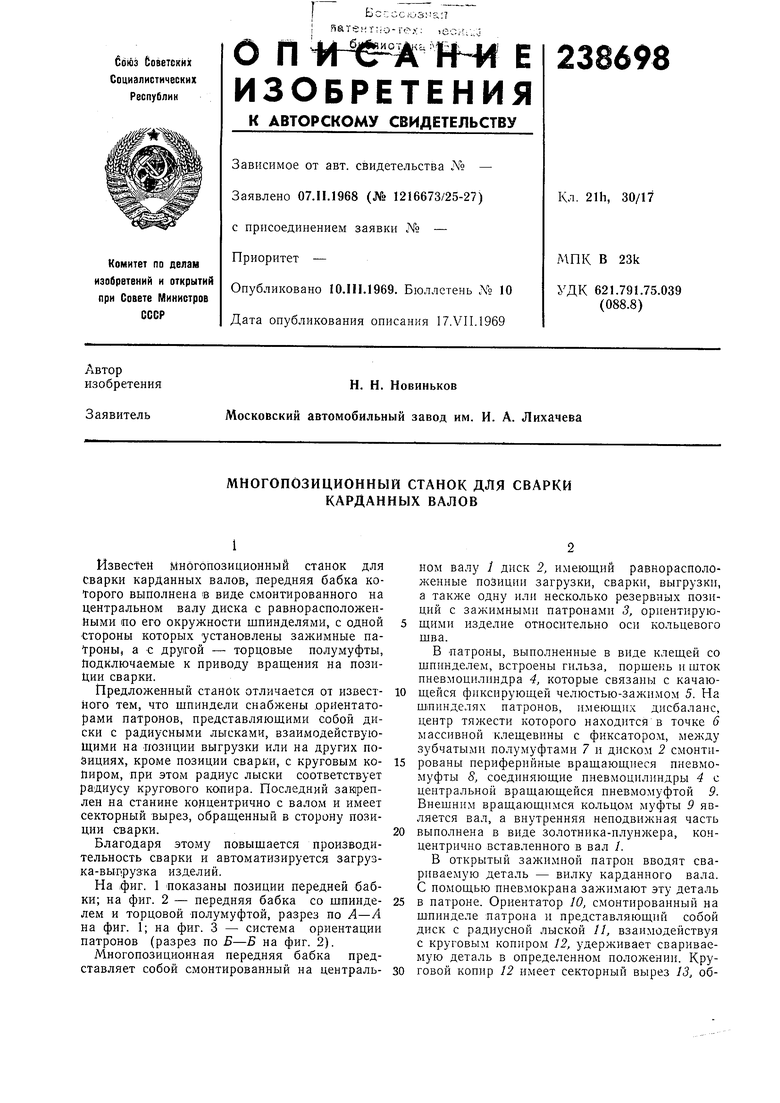
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2014202C1 |
| СТАНОК ДЛЯ СВАРКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU348509A1 |
| СТАНОК ДЛЯ СНЯТИЯ ФАСКИ | 1972 |
|
SU338313A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Машина для сварки трением | 1979 |
|
SU821102A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |