Предложеииая установка является поточноавтоматязированной линией для производства ком плекта съемных протекторных колец.
С целью автоматизации процесса сборки комплекта колец (двух боковых и одиого среднего) одновременно на четырех шаблонах при комплексе поточно-параллельных во времени технологических операций установка выполнена состоящей из четырехпозиционного станка карусельного типа с шаблонами, взаимодействующими с расположенными вокруг станка ленточным транспортером с барабанами, укреиленными на стреле, сиабн енной сопроводителем; механизмом отрезки ленты, механизмом следящего и прикатывающего ролика и фотоэлектрическим датчиком, взаимодействующим с перечисленными механизмами; с трехручьевым раскладчиком нитей корда и механизмом их отрезки; с качающимся транспортером-питателем, снабженным прикатывающим протектор роликом, и с манипулятором, укреплеппым на форматоре-вулканизаторе.
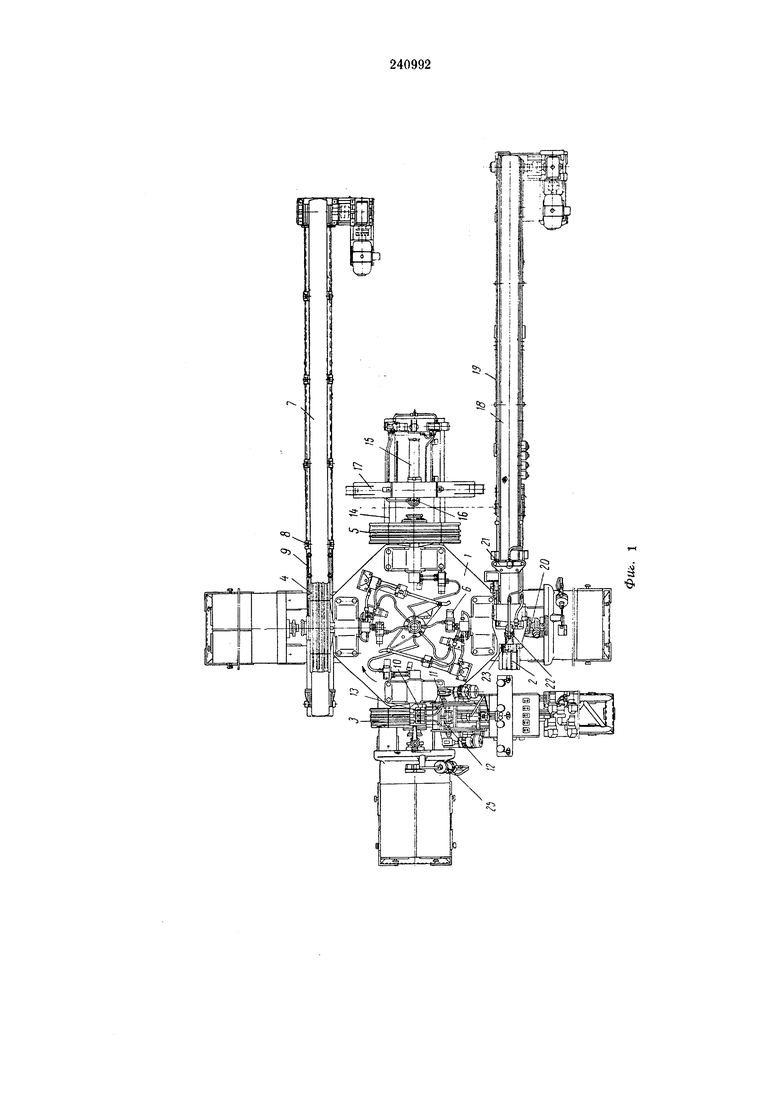
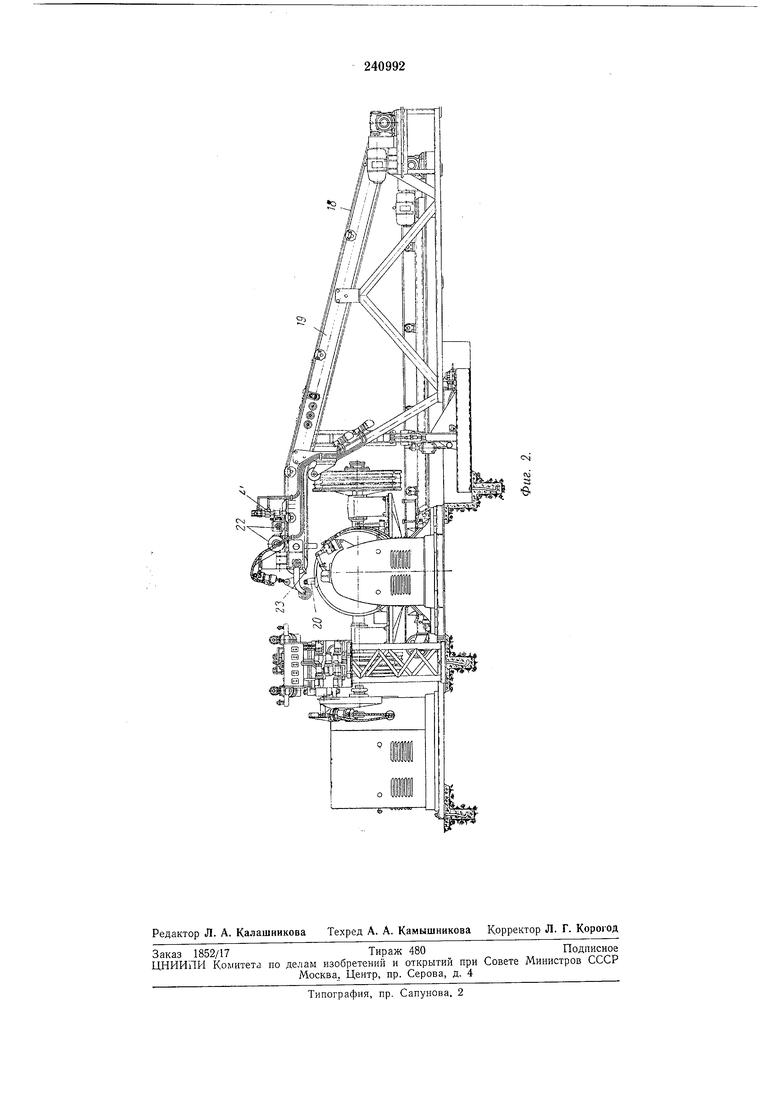
На фиг. 1 показана описываемая установка, вид сверху; на фиг. 2 - то же, вид сбоку.
Вокруг четырехпозиционного сборочного станка I карусельного типа с разъемными шаблонами 2 - 5, расположенными под углом 90 ° один к другому и связанными с пневмоцилиндрами 6, расположены: узел подачи и прикатки протектора, включающий качающийся транспортер 7 с опорными роликами с5 и двул;я блоками наиравляющих роликов 9; узел раскладки и подачи корда, состоящий из двух кареток W п И, на одной из которых (11} укреплены механизм /2 раскладки трех нитей корда, механизмы 13 обрезю: и зажима нитей; узел съема готового комплекта колец и подачи их на вулканизацию, включающий укреилепную на станпие 14 и связанную с ппевмоцилиндрами 15 поворотную колонку 16 с челюстными захватами /7; узел иодачи п ирикатки подкладочной ленты с ленточным транспортером /5, барабаны которого укреплены на стреле 19. Узел оборудован сопроводптелем
20. механпзмом 21 отрезки ленты, механпзмом 22 следяидего и прикатывающего ролика и фотоэлектрическим датчиком 23, связанным с неречислемиыми механизмами. Устаиовка работает следующим образом.
Подкладочная лента концом иерекрьтвает фотоэлектрический датчик 23 питателя ленты; нож механизма 21 отрезки ленты п следящий ролик 22 находятся в верхнем положении, привод транспортера 18 пптателя лепты отключен.
Транспортер-питатель 7 протектора находится в 1П1Жнем (опущенном) положении, заготовка протектора размещена на транспортере, привод транспортера отключен.
Подвижная каретка 11 раскладчика корда- в заднем положении, три нити корда зажаты механизмами зажима 13, ириводы механизмов 12 раскладки отключены, ножи механизма 13 отрезки нитей корда и сопроводители 20 находятся в верхнем положении. Манипулятор с челюстными захватами 17 находится в крайнем заднем положении, челюстные захваты разведены. Шаблоны 2-5 сборочного станка / разомкнуты.
После фиксации карусельного станка / подается сигнал на включение транспортера 18 и привода следящего ролика 22, который прил ;имает ролик к ленте транспортера. После проворота ролика на заданный угол замыкается контакт и подается команда на прижим конца ленты сопроводителем привода шаблона ленты к шаблону.
После поворота на 30° сопроводитель 20 замыкает контакт и подает команду на прижим ролика 22. Наложение и прикатка подкладочной лепты происходит при повороте сопроводителя па угол 300°, и дается команда на отрезку ленты. Механизм 21 отрезки включается, и ножи отрезают мерный кусок подкладочной ленты непосредственно на ленте транспортера.
При прохождении разреза ленты у фотоэлектрического датчика 23 последний останавливает привод транспортера-питателя ленты и фиксирует положение подкладочной ленты для следуюшего цикла. Лента прикатывается в течение еше одного оборота, после чего прикатывающий ролик 22 отключается и поднимается в исходное положение. Сопроводитель поднимается также в верхнее положение после первого оборота.
После фиксации карусельного станка / подается сигнал на перемещение подвижной каретки // раскладчика корда вперед и подачу трех концов нитей корда под захват сопроводителя 20. В конце хода каретки включается привод механизма 12 раскладки, подается сигпал, и сопроводитель 20 корда, прпжав концы к шаблону, делает первый оборот. Одновременно с этим механизм зажима нитей отпускает их. После поворота на 340° сопроводитель 20 отжимается вверх. После намотки необходимого числа витков на боковые кольца каретка 11 механизма 12 раскладки отходит
назад, и отрезаются боковые нити. После намотки среднего кольца, имеющего большую толщину, отрезается средняя нить и подается команда на поворот карусельного станка на 90°. Перед отрезкой нитей срабатывает механизм зажима нитей корда, который удерживает нити в исходном положении.
После фиксации карусельного станка / нодается команда на включение привода качающегося транспортера 7 - питателя протектора и подъем его в верхнее положение. Шаблон 4 с ранее положенными на него подкладочной лентой и кордом накатывается на протектор и прокатывает его одним из опорных роликов 8 с заданным усилием. После двух оборотов щаблона транспортер-питатель опускается. После фиксации карусельного станка 1 подается сигнал на поворот колонки 16 манипулятора к шаблону. В конце поворота челюсти
17 манипулятора замыкаются и захватывают по всей окружности собранный комплект колец, подавая одновременно сигнал на смыкание шаблона 5. После этого колонка поворачивается и, отходя в исходное положение, дает
команду на замыкание шаблона.
Предмет изобретения
Установка для сборки комплекта съемных
протекторных колец по авт. св. № 178974, № 184421 и № 228263, отличающаяся тем, что, с целью автоматизации процесса сборки комплекта колец (двух боковых и одного среднего) одновременно на четырех шаблонах при комплексе поточно-параллельных во времени технологических операций, она выполнена состоящей из четырехпозиционного станка карусельного типа с шаблонами, взаимодействующими с расположенными вокруг станка ленточным транспортером с барабанами, укрепленными на стреле, снабженной сопроводителем, механизмом отрезки ленты, механизмом следящего и прикатывающего ролика и фотоэлектрическим датчиком, взаимодействующим
с перечисленными механизмами, с трехручьевым раскладчиком нитей корда и механизмом отрезки нитей, с качающимся транспортеромпитателем, снабженным прикатывающим протектор роликом, и с манипулятором, укрепленным на форматоре-вулканизаторе.
е.
«о
ni
&
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1969 |
|
SU239540A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Устройство для сборки велосипедных покрышек | 1983 |
|
SU1136950A1 |
| Устройство для раскладки нити | 1990 |
|
SU1756255A1 |
| Установка для подачи мерных слоев заготовок на сборочные станки | 1983 |
|
SU1143610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2276015C2 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |