Предложенный механизм может быть использован в области станкостроения, на станках фрезерных, радиально-сверлильных, координатно-расточных и там, где нежелательно увеличивать вес, габариты и тенловые деформации шпиндельных узлов.
Известны механизмы автоматического зажима и разжима инструмента с использованием в качестве привода рабочего вращения шпинделя станка.
Описываемый механизм отличается от известных тем, что он расположен в шкиве привода шпинделя, связанном с номош;ью укрепленного на нем сухаря через звездочку и ползушку с ШОМПОЛОМ, закренляющим инструмент.
При такой конструкции повышается надежность закрепления инструмента.
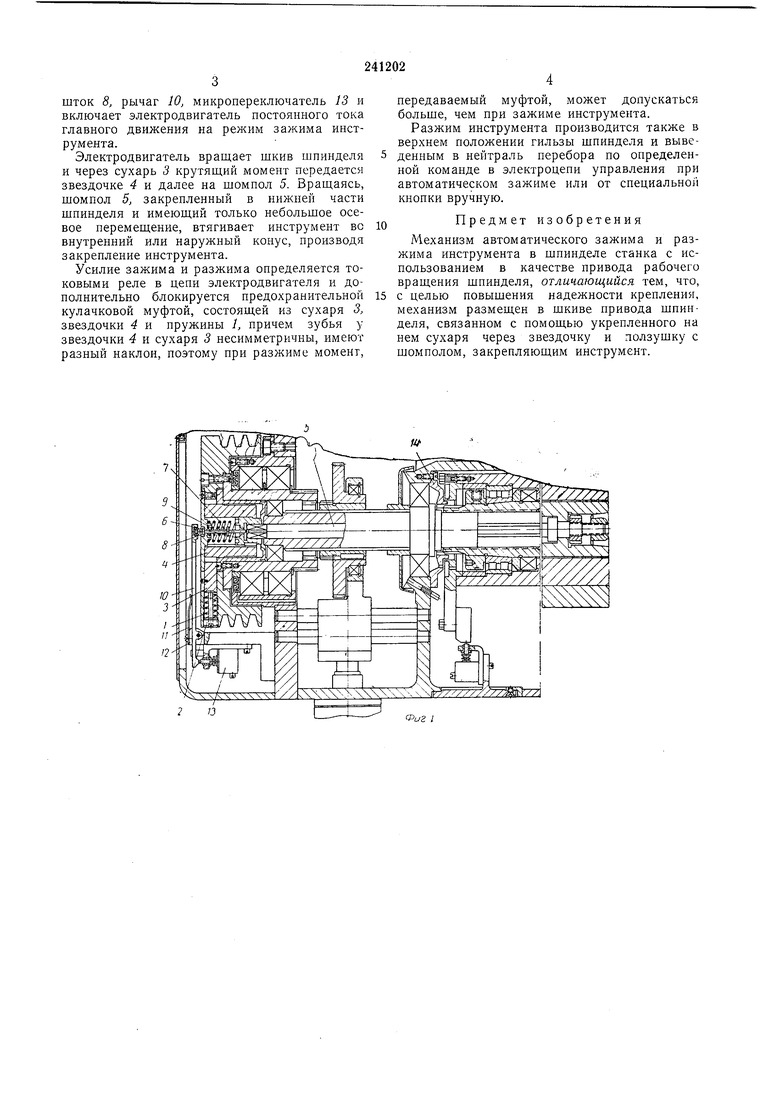
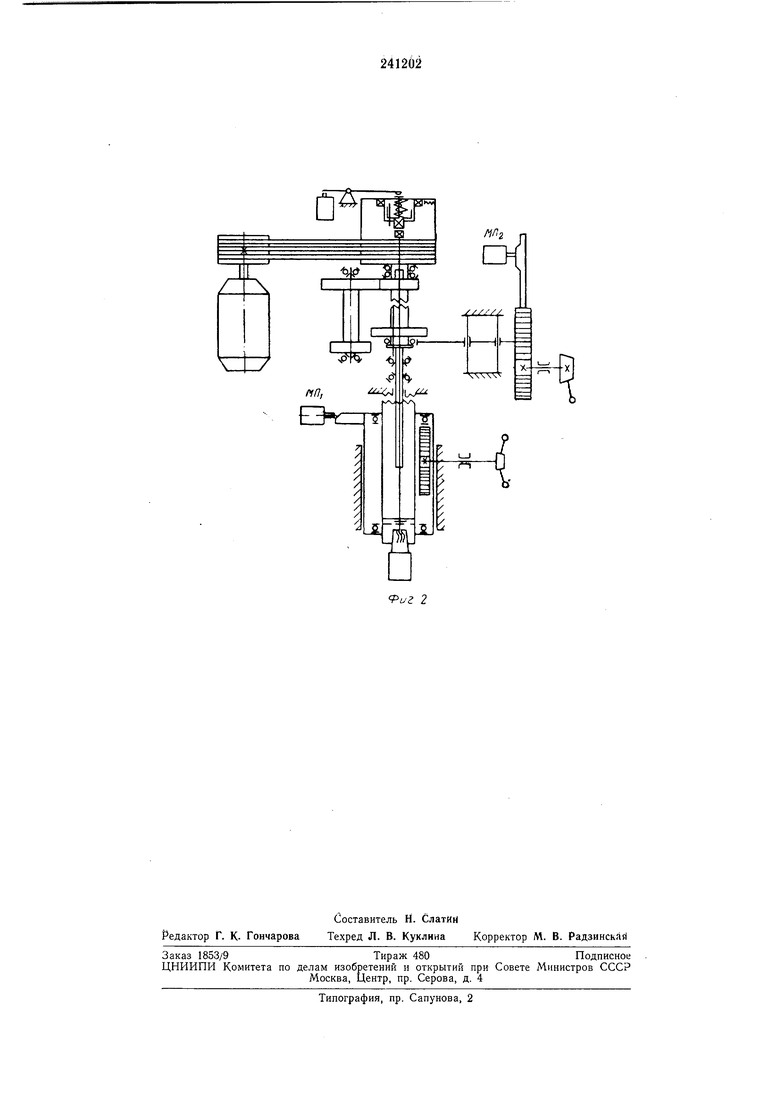
На фиг. 1 изображен нредложенный механизм, размещенный в шкиве привода шпинделя; на фиг. 2 - кинематическая схема.
Механизм расположен в шкиве привода шпинделя и содержит узел зажима и разжима инструмента, компенсируюш,ее, включающее и блокируюшие устройства.
В узел зажима и разжима инструмента входят пружина 1, регулируемая винтом 2, сухарь 3, звездочка 4 с зубьями и шомполом 5.
чено ДЛЯ совмещенпя наружного квадрата, выполненного на шомполе с квадрагным отверстие: ползушки.
Во включающее устройство входят шток S, дилипдрическая пружина 9, рычаг 10, плоская пружина //, кронштейн 12, микропереключатель 13 и ШОМПОЛ 5, закрепленный гайкой s нижней части шпинделя.
Блокирующие устройства выполнены в виде микропереключателей Mfli п МП-2, взаимодействующих с кулачком ГИЛЬЗЫ шпинделя и кулачком ВИЛКИ переключения перебора и фиксирующих определенное положение гильзы и шестерен перебора и воздействующих на
цепь управления электродвигателя.
Работает механизм следующим образом. Механизм может работать только при выведенном в нейтраль переборе и верхнем положении ГИЛЬЗЫ шпинделя. В этом случае кулачок. связанный с вилкой пеоебора, нажмет на микропереключатель МП, а кулачок, связанный с ГИЛЬЗОЙ щпинделя, нажмет на микропереключатель Л1Я|, шпиндель нарезаннымп на конце зубьями войдет в зацепление с
зубьями полумуфты 14, закрепленной в корпусе бабки.
Команда на зажим подается на.жимом механизма подачи 1шструмента в шпиндель, на нижний конец шомпола 5 - инструментом.
шток 8, рычаг 10, микропереключатель 13 и включает электродвигатель постоянного тока главного движения на режим зажима инструмента.
Электродвигатель вращает шкив шпинделя и через сухарь 3 крутящий момент передается звездочке 4 и далее на шомпол 5. Вращаясь, шомнол 5, закрепленный в нижней части шпинделя и имеющий только небольшое осевое перемещение, втягивает инструмент во внутренний или наружный конус, производя закрепление инструмента.
Усилие зажима и разжима определяется токовыми реле в цепи электродвигателя и дополнительно блокируется предохранительной кулачковой муфтой, состоящей из сухаря 3, звездочки 4 и пружины 1, причем зубья у звездочки 4 и сухаря 3 несимметричны, имеют разный наклон, поэтому при разжиме момент.
передаваемый муфтой, может допускаться больше, чем при зажиме инструмента.
Разжим инструмента производится также в верхнем положении гильзы шпинделя и вывсденным в нейтраль перебора по определенной команде в электроцепи управления при автоматическом зажиме или от специальной кнопки вручную.
Предмет изобретения
Механизм автоматического зажима и разжима инструмента в шпинделе станка с использованием в качестве привода рабочего вращения шпинделя, отличающийся тем, что, с целью повышения надежности крепления, механизм размещен в шкиве привода шпинделя, связанном с помощью укрепленного на нем сухаря через звездочку и ползушку с шомполом, закрепляющим инструмент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента на металлорежущем станке | 1984 |
|
SU1252113A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| Устройство для крепления инструментальной оправки | 1979 |
|
SU870012A1 |
| Устройство для точного радиального перемещения инструмента | 1980 |
|
SU931311A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Передняя бабка токарного станка | 1982 |
|
SU1093553A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
/2
2 13
Риг I
