Предложенные опо,ры могут быть использованы на заво-дах нефтяиого и хилшческо го аипаратостроения при изготовлении цилиндрических обечаек и ко рпусов в поточных линиях.
Из1вестиы ipon KOBbK опоры с механизмом приема и выдачи цилиндрических изделий, включающие ряд приводных роликов с индивидуальными приводами, и нрижимных
рОЛИКО)В.
Описываемые роликовые оноры отличаются Тем, что они снабжены зубчатыми секто-рами, установленными на ролики, жестка спязаннььми с вы.таЛКИщателялш и сиабженными приводом для их .
Такое выполнение роликовых опор обеспечивает п.рием и выдачу тя.желых цилиндрических изделий в направлении, иерпендикуля рНО.М оси рол-яков и изделий.
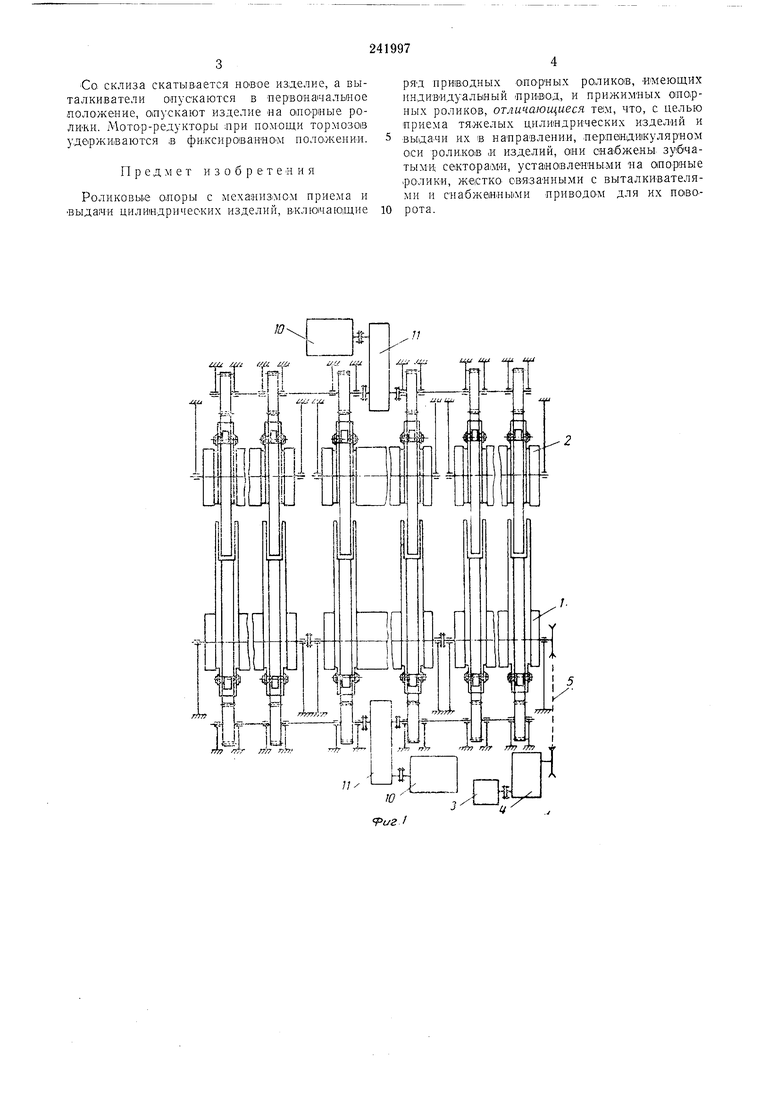
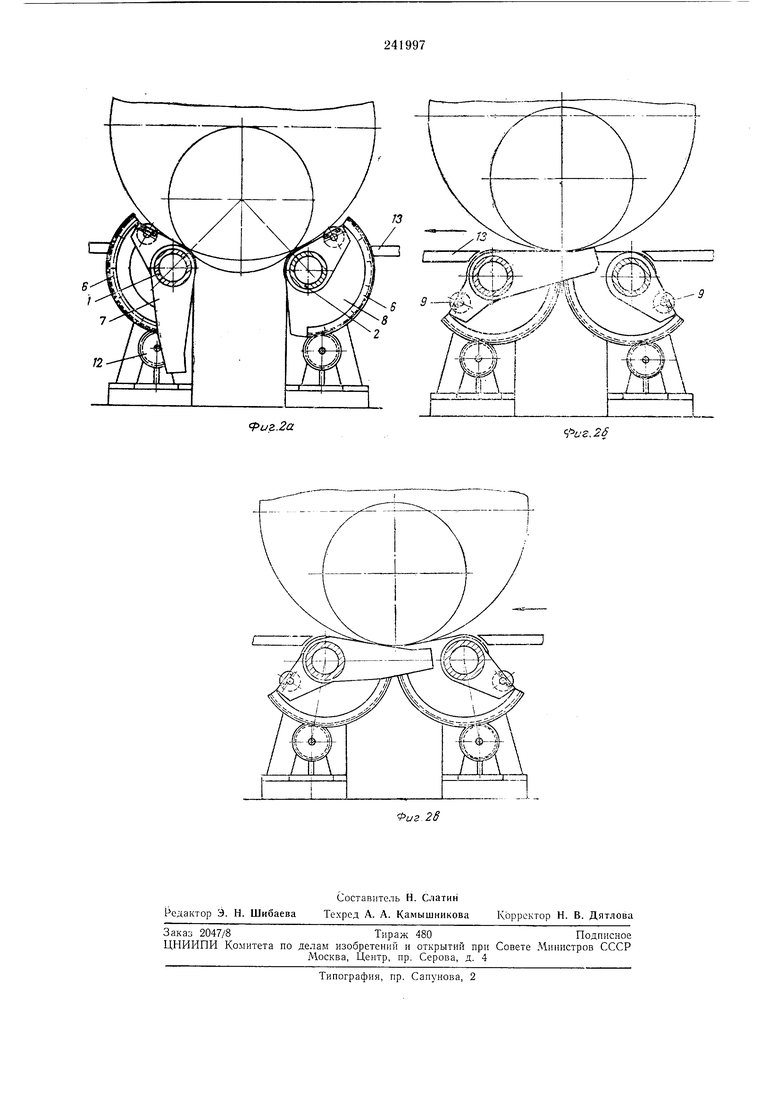
На фиг. 1 изображена кинематическая схема предложенных апор; на фиг. 2 - роликовые опоры: а-в положении, ,а над изделием производится технологическая аперация; б - в .момент выталкивания изделия для передачи его на следующее рабочее место, и в -в iMOiMeHT приема изделия,.
Роликовые опоры с механизмол приема и выдачи цилиндрических изделий в поточной линии .состоят из ряда соединенных между собой приводных опорных роликов / и ряда
5 через редуктор 4 и цепную передачу 5. На опорные ролики свободно подсажены зубчатые секторы 6 с жестко связанньши выталкивателям.и 7 и S и поддерживающими роликами 9. Ролики 9 служат для создания безопасных условий pai6oTbi при установке на опорные ролики цилиндрических изделий больших диаметрОВ (см. фиг. 2, а). Зубчатые секторы с выталкивателя:ми 7 и 8 приводятся во вращение от мотор-редуктора 10 через редуктор }1 и зубчатые колеса 12. Осям) вращения секторов с выталкивателЯЛ1и являются оси опорных роликов. Нри вращении роликов / секторы с выталкивателяьми остаются неподвижнь1ми. Выдача изделий прО Зводится в сторону длинных вытал.кивателей 7, а прием - со стороны коротких вытачЛКивателей 8.
Роли1ковые оноры работают следующим образом.
После пр01ведения технологнческой онерации (см. фиг. 2, а) изделие выдается на склиз 13, по которому оно катится на следующую технологическую опера1цию. Одновременно мотор-редукторы через редукторы, жесткие валы с зубчатыми колесами передают вращение на секторы 6. Вытал.киватели приподнимают изделие, и по достижении опорной плоскости выталкивателей уровня верхней плоскости склиза изделие скатывается с роликовых опор, а выталкиватели, ВСзвращая.сь, останавливаются в положении приема {с. фиг. 2, в).
Со: склиза скатывается новое изделие, а выталкиватели опускаются в первоначалыное положение, опускают изделие «а оло-рные роЛИКИ. МотОр-редукто.ры лри номощи тормозов удерживаются в фи ксированиОМ положении.
Предмет и з о б р е т е Н и я
Роликовы.е олОры с механиз1мом приема и выда1ЧИ цилиидрнчеоких изделий, выключающие
ряд приводных опорных рО|ЛИК01В, -иадеющих индивИдуалыный привод, и прижимных опорных роликов, отличающиеся тем, что, с целью приема тяжелых цилиндрических изделий и их в направлении, перпандикулярном оси роли.ко1В ,и изделий, они снабжены зубчаты ми ceiKTOpaiMM, установленные и на опорные .ролики, жестко св язаиными с выталкивателями и снабженный и приводом для их пово.рота.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ ОПОРА ДЛЯ КАНТОВКИ ОБРАБАТЫВАЕЛ\ЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1968 |
|
SU207110A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Поточная линия для сборки и сварки цилиндрических изделий | 1981 |
|
SU977133A2 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| РОЛЬГАНГ ДЛЯ ПРОДОЛЬНОГО ПЕРЕМ1ЕЩЕНИЯ И ВРАЩЕНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1972 |
|
SU432055A1 |
| Устройство для рулонирования волокнистого ковра | 1977 |
|
SU791671A2 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| УСТРОЙСТВО для УПАКОВКИ СТЕРЖНЕОБРАЗНЫХ | 1973 |
|
SU397429A1 |
4V/ i 2/л// /.
ГР ii f °
If L-jJ liil iilt
7
иг.2а
fus. 2S
