Известна полуавтоматическая машина для раскатки колец, выполненная в виде станииы со ом-онтированными «а «ей приводными и неприводными валками, прижимньгми роликамн, кинематически связанными между собой, с меха«измо-м привода, гидравлической системой управления и измери.тель-ны-м механизмол со следящим устройством.
Предлагаемая кольцераска1тная машина отличается от известной тем, что механизм лривода прижимных роликогв онабл ен демпфиг
РУЮЩИМ устройство И ГИДраВЛИЧвСКИМ ЦИ,линдром поршневого типа с двумя штоками, а измерительный механизм выполнен в виде подвижиого относительно- за.крепленных штоков гидравлического дилиндра и- кинематически связан со следящим устройством, снабженным копирной линейкой с расположенными на ней кулачками, взаимодействующими с гидравлической системой управления. Это повыша-ет точность раскатки.
Кроме того, площадь што.ка, соединенного с прижимными роли1ками1 гидро-цилиндра, управляющего их работой, меньше .площади другого щтока, что улучшает работу лрижимных роликов.
Предлагаемая машина отличается тем, что Крепление ненриводного валка к элементам станины осущест1влено посредством щлИ|Цевой гайки с размещенными в ее пазах
лепестками цангв. Это позволяет обеспечить беззазорную посадку валка и точную его фиксацию в осевом направлении.
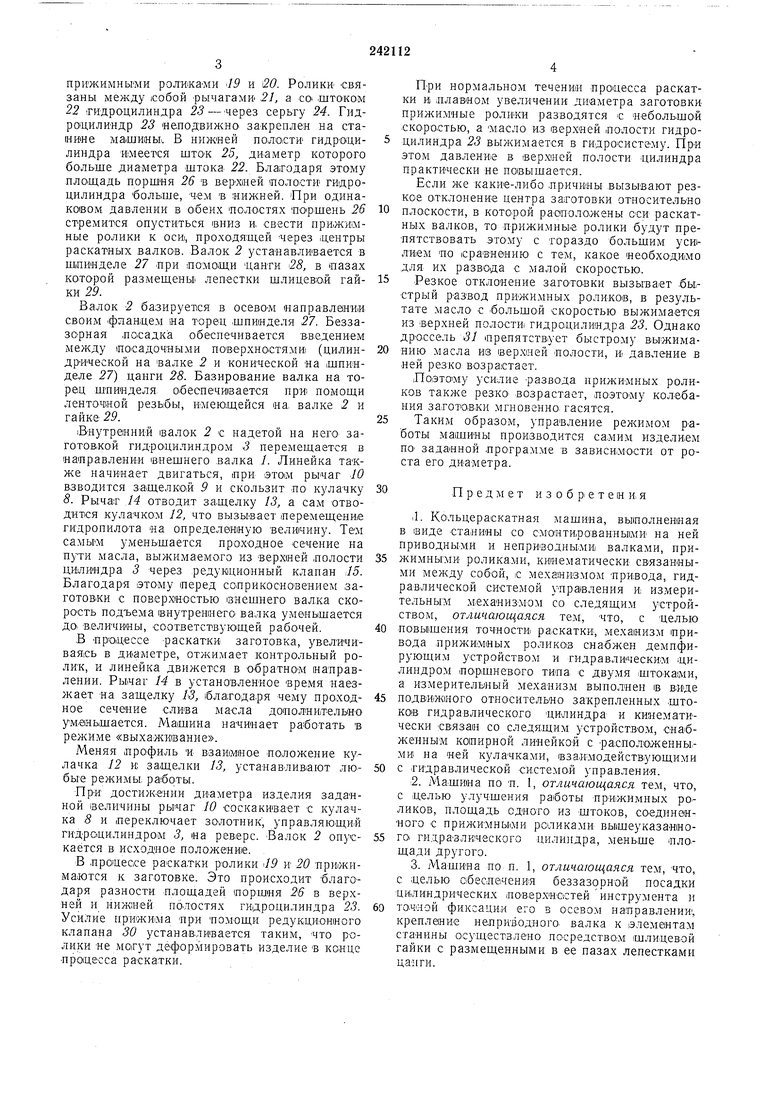
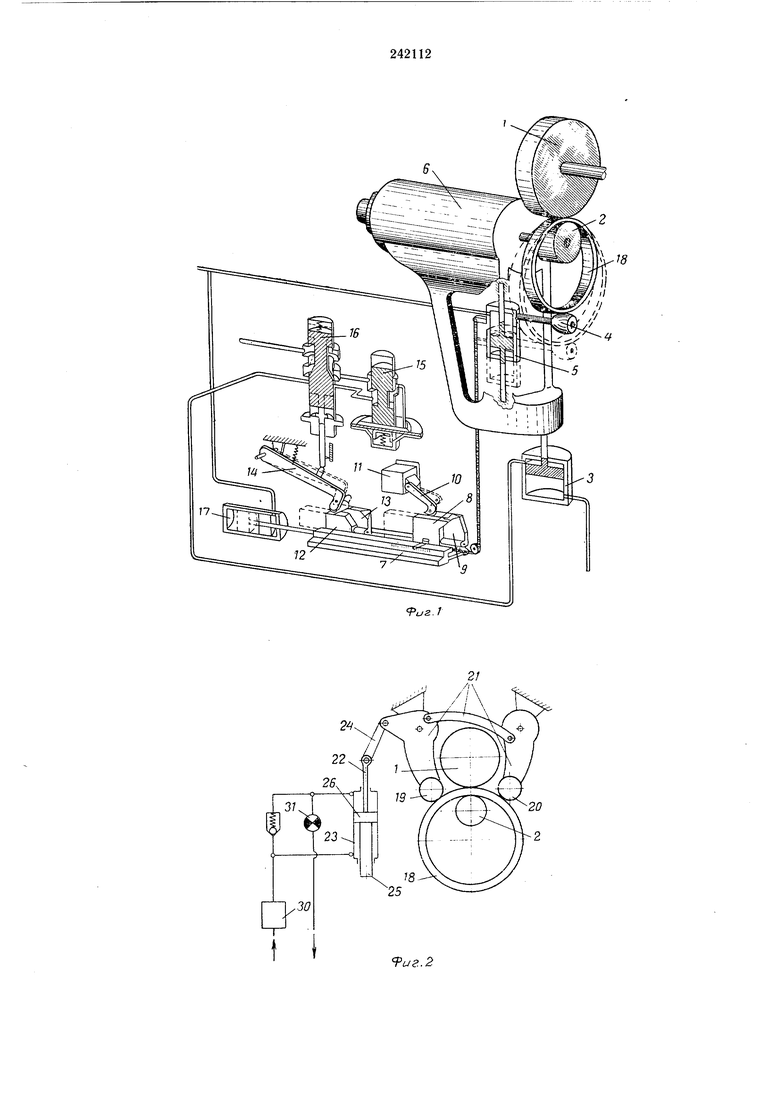
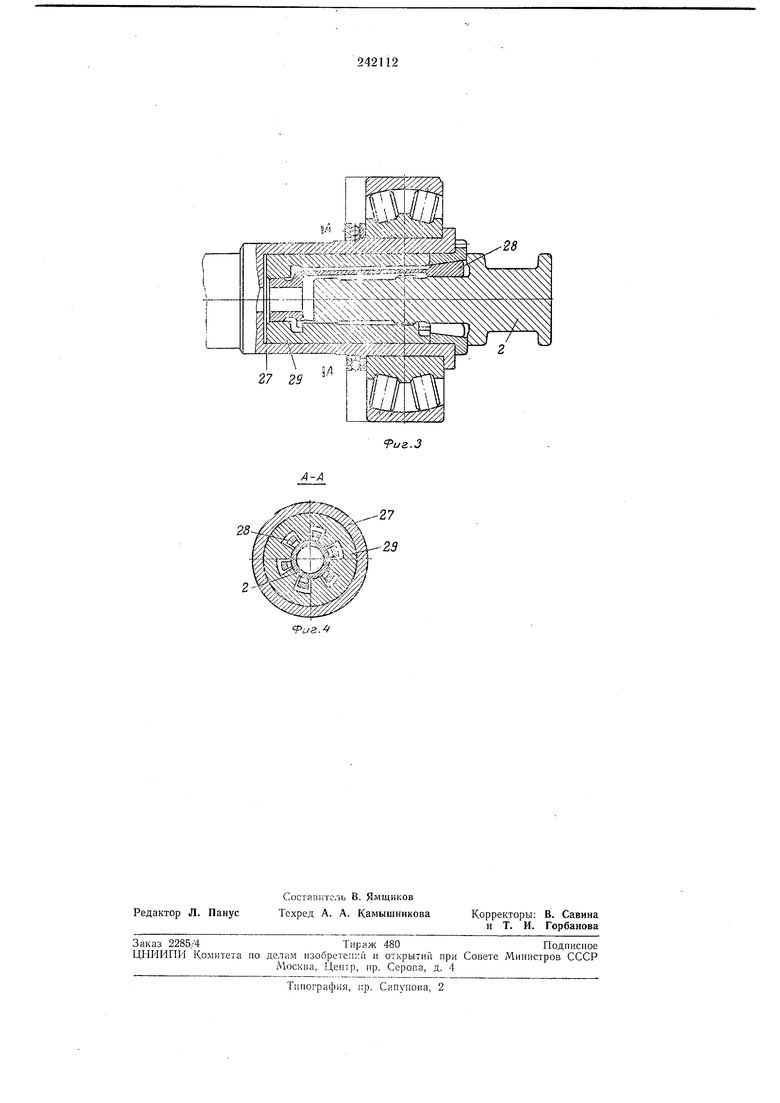
На фиг. 1 изображена кинематическая схема предлагаемой машины; на фиг. 2 - демпфирующее устройство Прижимных роликов; на фиг. 3 - крепление внутреннего валка в шпинделе; на фиг. 4 - то же, разрез по А-А на фиг. 3.
Машина состоит из п-риводного внешнего валка 1, неподвижного относительно станины (на чертеже «е ноказа-на), неприводного внутреннего валка 2, перемещаемого относительно станины гидроцилиндром 3, контроль5 ното ролика 4, установленного на корпусе цин линдра 5, шток которого жестко закреплен в корпусе 6 внутреннего валка.
Цилиндр 5 гибкой связью соединен с ко пирной линейкой 7, несущей кулачок 8 с защелкой 9, управляющей окончанием процесса раскатки при помощи рычага 10 конечного выключателя il, копирная линейка несет также -кулачОК 12 с защелкой 13, управляющий величиной рабочей подачи при пом-ощи рычага 14, воздействующего на гидропанель, которая состоит из редукционного клапана /5 и гидропилота 16. Линейка связана с гидроцилиндром 17, который стремится отвести ее в исходное положение. Раскатываемое кольцо ./S удерживается
прижимными рол№ка-ми -19 и 20. Ролики связаны между собой рычагами 21, а со штоком 22 гидр0цилиндра 25 -через серьгу 24. Гидрощилиндр 23 «елодвилсно. закреплен на ста1ни«е машины.. В нижней полости гидроцилиндра имеется 25, диаметр которого больше диаметра штока 22. Благодаря этому площадь поршня 26 в в.ерХ1ней иолости гидроцилиндра больше, чем в нижней. При одинаковом давлении в обеих полостях иоршень 26 ст-ремится опуститься щниз и свести прижИ1Мные ролики к оси, проходящей через центры раскатных валков. Валок 2 устанавливается в шлинделе 27 лри помощи -цанти 28, в оазах которой размеш,ены леп-естки шлицевой гайки 29.
Валок 2 базируется в осевом «аправлении своим .флан;цем на шпинделя 27. Беззазорная .посадка обеспечивается введением между посадочными поверхностями (цилиндрИческой на валке 2 и конической на шпинделе 27) цанги 28. Базирование валка на торец шпинделя обеспечивается при помощи ленточной резьбы, имеющейся на. валке 2 и гайке 29.
Внутренний 1валок 2 с надетой па него заГОТОВ1КОЙ гидр0:цилиндром «3 перемещается в направлении внешнего валка /. Линейка таКже начинает двигаться, при этоим рычаг 10 взводится защелкой 9 и скользит по кулачку 8. Рычаг 14 отводит защелку 13, а сам отводится кулачком 12, что вызывает (Перемещение гидропилота -на определенную величину. Тем самым уменьщается проходное сечение на пути масла, выжимаемого из верхней полости цилиндра 3 через редукционный клапан 15. Благодаря этому перед соприкосновением заготовки с поверхностью внешнего валка скорость подъема внутреннего валка уменьшается ДО величины, соответствующей рабочей.
,В процессе раскатки заготовка, увеличиваясь в диаметре, отжимает контрольный ролик, и линейка движется в обратном направлении. Рычаг 14 в установленное время наезжает на защелку 13, благодаря чему проходное сечение слива масла дополнительно уменьщается. Машина начинает работать в режиме «выхаживание.
Меняя и взаимное положение кулачка 12 и защелки 13, устанавлив1ают любые режимы, работы.
Пр-и достижении диаметра изделия заданной величины рычаг 10 соскакивает с кулачка 8 и переключает золотник, управляющий гидроцилиндром 3, «а реверс. Валок 2 опускается в исходное положение.
В процессе раскатки ролики /5 и 20 прижимаются к заготовке. Это происходит благодаря разности площадей поршня 26 в верхней и полостях гидроцилиндра 23. Усилие прижима при помощи редукционного клапана 30 устанавливается таким, что ролики не могут деформировать изделие в конце процесса раскатки.
При нормальном течении процесса раскатки и плавном увеличении диаметра заготовки прижимные ролики разводятся С небольшой скоростью, а м.асло из верхней полости гидроцилиндра 23 выжимается в гидросистему. При этом давление в вер.чней полости цилиндра практически не повышается.
Если же какие-либо причины вызывают резкое отклонение центра заготовки относительно плоскости, в котОрой расиоло.жены оси раскатных валков, то прижимные ролики будут препятствовать этому с гораздо большим усилием по сравнению с тем, какое необходимо для их развода с малой скоростью.
Резкое отклонение заготовки вызывает быстрый развод прижимных роликов, в результате масло с большой скоростью выжимается из верхней полости гидродилиндра . Однако дроссель 31 препятствует быстрому выжиманию масла из вер.хией полости, и давление в ней резко возрастает.
Пойтому усилие развода прижимных роликов также резко возрастает, поэтому колебания заготовки мгновенно, гасятся.
Таким образом, управление режимо.м р аботы мащины производится са.мим изделием по- заданной программе в зависимости от роста его диаметра.
Предмет и з о б pi е т е н и я
,1. Кольцераскатная машина, выполненная в виде станины со смонтированными на ней приводными и непригодными валками, прижимными роликами, кинематически связанными между собой, с механизмом привода, гидраВЛической системой управления и измерительным механизмом со следящим устройством, отличающаяся тем, что, с -целью повыщения точности раскатки, механизм привода прижимных ролико1В снабжен демпфирующим устройством и гидравлическим цилиндром порщнево1го типа с двумя штОками, а из.мерительный механизм вынолнен в виде подвижного относительно закрепленных щтоков гидравлического -цилиндра и кинематически связан со следящим устройством, снабженным копирной линейкой с расположенны.ми. на ней кулачками, взаимодействующими с гидравлической системой управления.
:2. Машина по п. 1, отличающаяся тем, что, с целью улучшения работы прижимных роликов, площадь одного из щтоков, соединенного с прижимныйш роликами вьлшеуказанного гидравлического цилиндра, .меньше пло.шади другого.
3. Машина по п. 1, отличающаяся тем, что, с щелью обеспе чения беззазорной посадки цилиндрических поверхностей инструмента и точной фиксации его в осевом направлении, крепление неприводного валка к элементам станины осуществлено П0средство,м шлицевой гайки с размещенными в ее пазах лепестками ца-нги.
fuz-t
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Устройство для горячей раскатки колец | 1978 |
|
SU774734A1 |
| Система управления следящим гидроприводом | 1978 |
|
SU749637A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Гидрокопировальный суппорт к резьботокарному станку | 1979 |
|
SU872202A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Устройство для поперечно-винтовой прокатки | 1989 |
|
SU1636099A1 |
| Кольцепрокатный стан | 1976 |
|
SU653010A1 |
| Устройство для формообразованияпРОфильНыХ КОлЕц | 1979 |
|
SU841740A1 |
2
