Известны устройства для запрессовки Деталей на вал одновременно с двух концов, содержащие станину и смонтированные на ней гидроцилиндры с толкателями. Однако на таких устройствах можно осуществлять только сборочные операции.
Для осуществления развертывания отверстий на запрессованных деталях устройство снабжено смонтированной в толкателе разверткой, имеющей возможность вращательного и возвратно-поступательного движений.
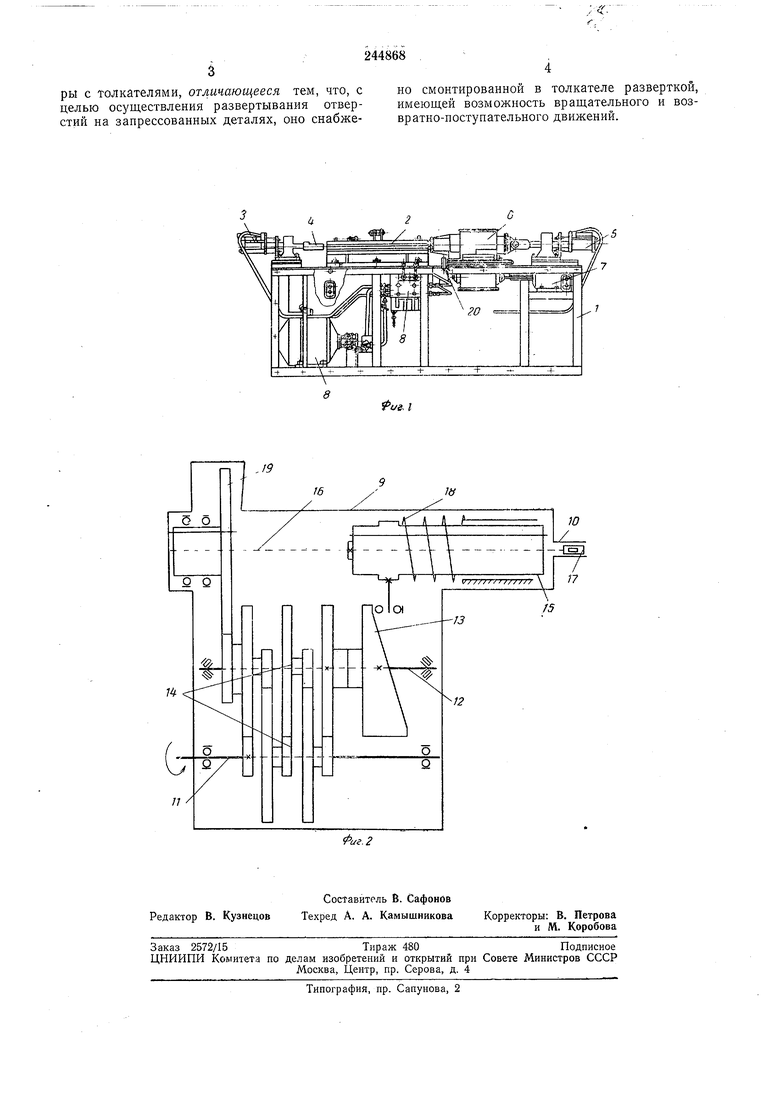
На фдг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - редуктор привода и узел подачи развертки.
Устройство содержит раму 1, зажим 2, гидродилиндр 3 для запрессовки ролика с подщипником и крышкой. Для укладки ролика на конце штока укрет1лена чаша 4. Гидроцилиндр 5 служит для запрессовки втулки нижней опоры, редуктор 6 осуществляет привод и подачу развертки. В устройстве имеются также электродвигатель 7 привода развертки и гидростанция 8.
Редуктор 6 привода и подачи развертки состоит из корпуса 9 с толкателем 10, ведущего вала 11, ведомого вала 12, кулачка 13 привода подачи развертки, набора шестерен 14, корпуса 15, вала 16 развертки 17, пружины 18
и ведомой щестерни 19 привода вала развертки.
На станине укреплен концевой выключатель 20 для включения электромотора привода развертки.
Станок работает следующим образом. Тело шпинделя зажимают губками зажима 2, в чашу 4 укладывают ролик с подшипНИКОМ и крышкой. Неред толкателем 10 в углубление станины укладывают втулку. Включают гидросистему. Гидроцилиндр 5 запрессовывает ролик с надетыми на его стержень подшипником и крышкой, а гидроцилиндр 5,
подавая редуктор 6, запрессовывает втулку с другой стороны тела шпинделя. В конце хода запрессовки корпус редуктора 6 включает концевой выключатель 20, и электродвигатель 7 приводит во вращение вал развертки 17.
Рабочий ход развертки осуществляется при помощи кулачка 13, который, поворачиваясь, толкает корпус 15 вместе с валом развертки. Обратный ход корпуса 15 обеспечивает пружина 18.
25
Предмет изобретения
ры с толкателями, отличающееся тем, что, с целью осуществления развертывания отверстий на запрессованных деталях, оно снабжено смонтированной в толкателе разверткой, имеющей возможность вращательного и возвратно-поступательного движений.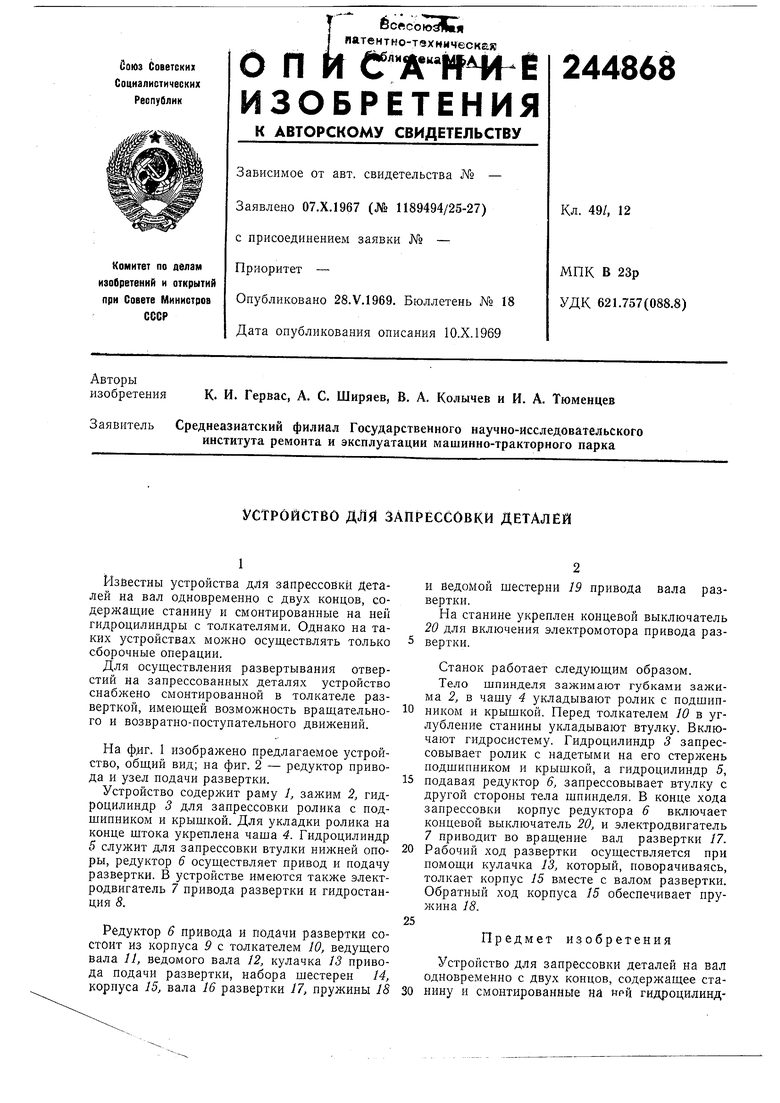
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки типа вал-втулка | 1979 |
|
SU742097A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| УСТРОЙСТВО для ПРОКАТКИ и КАЛИБРОВКИ ФИБРОВЫХТРУБОК | 1970 |
|
SU264156A1 |
| Устройство для запрессовки деталей | 1978 |
|
SU740471A2 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |