Известны устройства для сварки изделий из листовых материалов, имеющие формирующий ролик, установленный на консоли.
Однако такие устройства требуют дополнительных ирисиособлений для поджима и перемещения свариваемых деталей в процессе сварки. Кроме того, сборка узлов под сварку в таких нрнсиособлениях требует тщательной подгонки сопрягаемых элементов, предварительной их прихватки и рихтовки. Это усложняет производство сварных узлов и удлиняет сроки их изготовления.
Предлагаемое устройство отличается от известных тем, что сварочная головка выиолнена в виде иолого кольца с закреиленным в нем электродом, установленного на станине неподвижно и размещенного концентрично внутри приводного ролика, который имеет кольцевой паз для сварочного электрода. Это упрощает производство сварных конструкций и увеличивает производительность труда.
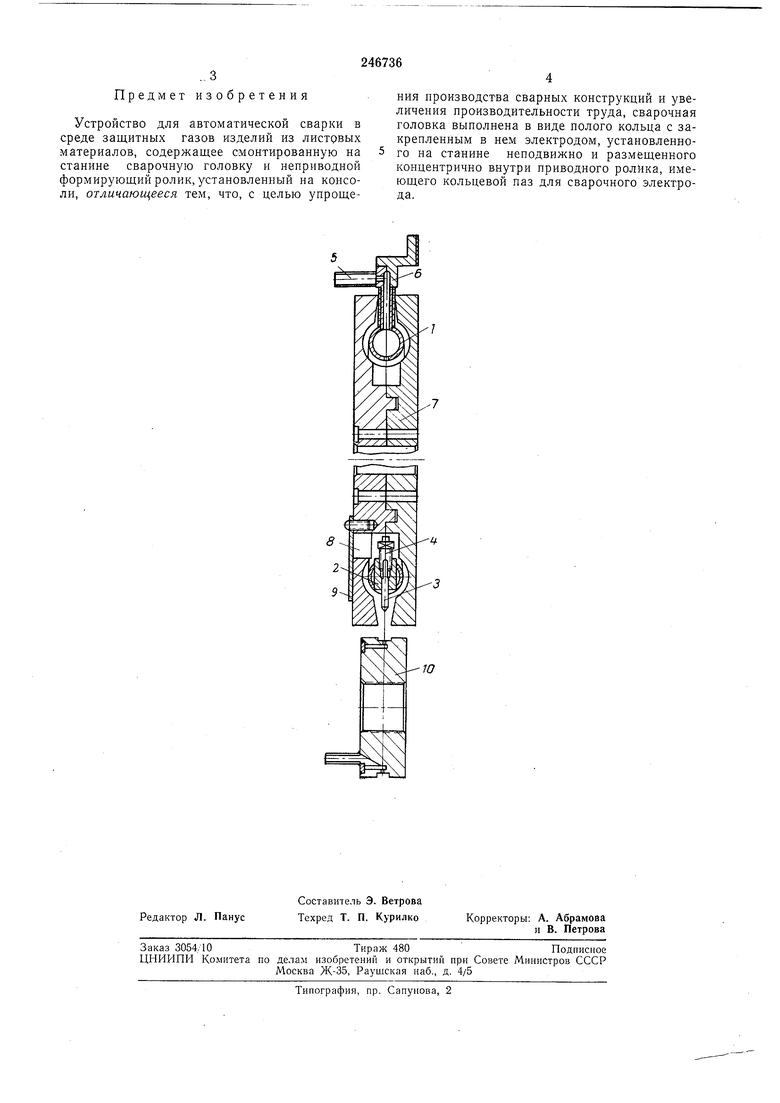
На чертеже изображено описываемое устройство.
Оно имеет неподвижный кольцевой токоподвод 1, изготовленный из медной трубки. В нижней части токоподвода виаяна бобышка 2, служащая для крепления вольфрамового электрода 3 в цанговом зажиме 4, что позволяет осуществить его регулировку.
Подвод защитного газа во внутреннюю полость кольцевого токоподвода осуществляется через трубку 5 и паз токоподводящего кронштейна 6. Через отверстия на внутреннем диаметре токоподвода защитный газ выходит в кольцевую полость верхнего ролика и обеспечивает защиту вольфрамового электрода и верхней зоны сварного шва.
Верхпий разъемный ролик 7 имеет кольцевую полость для размещения сварочной головки. Внутренняя поверхность кольцевой полости покрыта слоем электроизоляционного лака. На одной из иоловин ролика выполнен паз 8, через который производится регулировка вольфрамового электрода. Наз закрыт съемной планкой 9. Центральное отверстие ролика служит для фиксации его на валу роликовой сварочной машииы. Нижний ролик 10 выполнен с кольцевым пазом для подачи аргона через отверстия с целью защиты обратной стороны шва. Верхний и нижний ролик крепятся на валах и имеют механизмы вращения и передачи давления на свариваемые элементы.
Процесс сварки осуществляется регулируемым вольфрамовым электродом, закрепленным на неподвижном кольцевом токоподводе нз медной трубки, расположенной в полости верхнего ролика. Токоподводящая трубка пиПредмет изобретения
Устройство для автоматической сварки в среде защитных газов изделий из листрвых материалов, содержащее смонтированную на станине сварочную головку и неприводной формирующий ролик, установленный на консоли, отличающееся тем, что, с целью упрощения производства сварных конструкций и увеличения прОИзводительности труда, сварочная головка выполнена в виде полого кольца с закрепленным в нем электродом, установленного на станине неподвижно и размещенного концентрично внутри приводного ролика, имеющего кольцевой паз для сварочного электрода.
-Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| Устройство для заварки глубоких отверстий | 1983 |
|
SU1171248A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Машина для контактной шовнойСВАРКи | 1977 |
|
SU816392A3 |