Известны станки для обработки футора пианино по периметру, включающие станину, механизм резания, подачи и поперечного перемещения суппорта и механизм перемещения футора.
Цель данного изобретения-достижение геометрической точности обработки футора. Предлагаемый станок выполнен с автоматической путевой системой прижима, а механизм поперечного перемещения суппорта снабжен конечными выключателями и регулируемыми неподвижными и откидными упорами.
Автоматическая путевая система прижима выполнена в виде двух пар обрезиненных роликов, которые закреплены па штоках пневмоцилиндров, и двух пневмоклапанов, каждый из которых снабжен рычагом с пружиной.
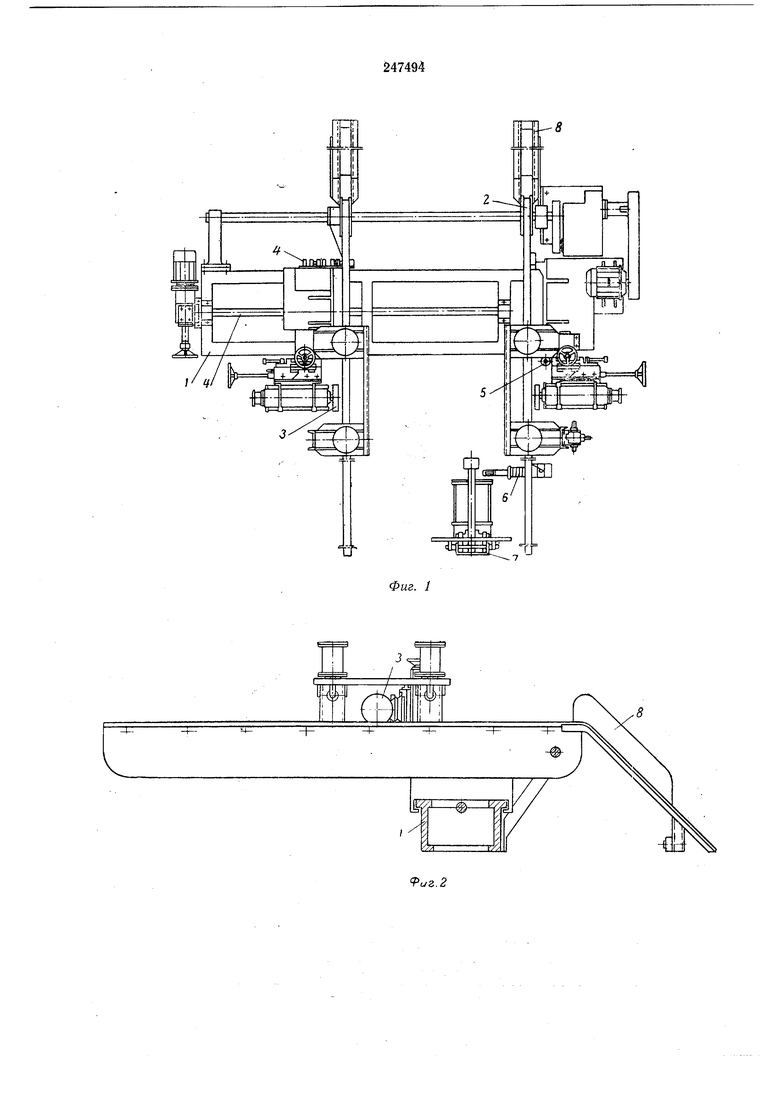
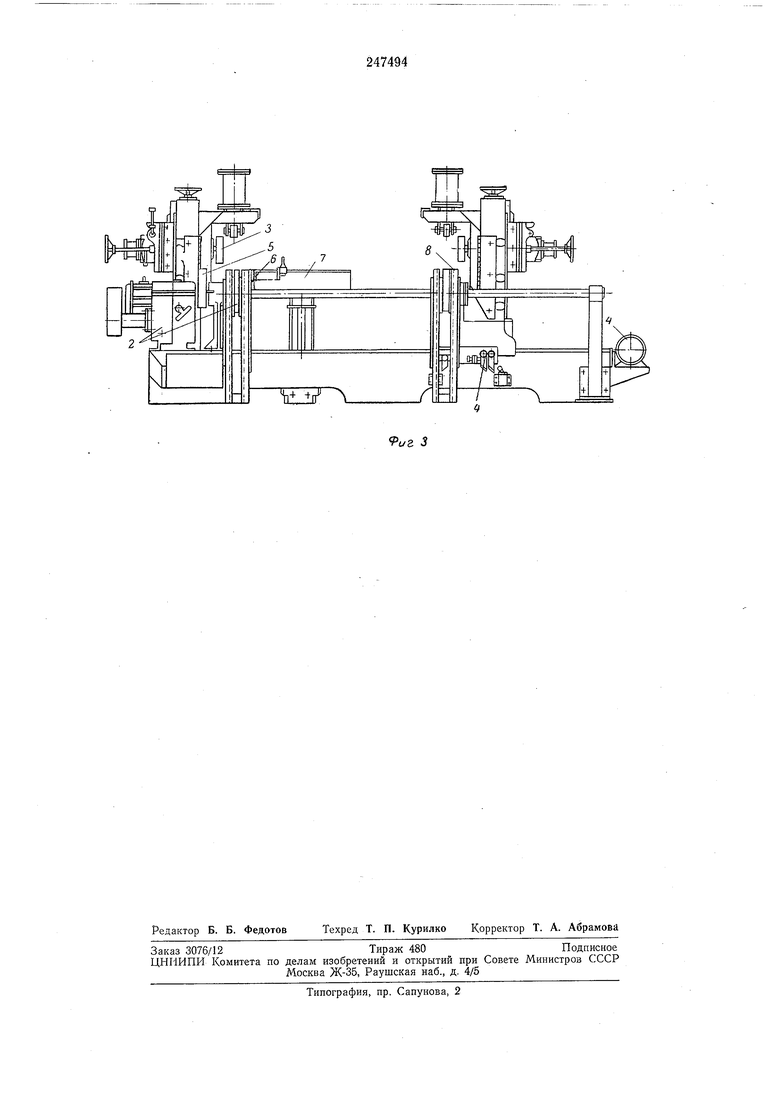
На фиг. 1 изображен общий вид станка в плане; на фиг. 2 - то , сбоку в разрезе; на фиг. 3 - то же, вид сзади.
Станок состоит из станины, механизма подачи, механизма резания, системы полуавтоматической настройки на заданный размер, автоматизированной системы прижима, базировочного устройства, пневмоподъемного механизма загрузки и наклонного стола выгрузки.
Станина 1 выполнена в виде жесткой чугунной отливки. Она имеет площади для крепления всех механизмов и узлов, а также направляющие для суппорта.
С правой стороны станины установлен привод механизма подачи 2. На специальном кронштейне укреплен электродвигатель, который через клиноременную передачу и червячный редуктор приводит в движение две конвейерные цепи подачи.
По обе стороны от конвейерных цепей напротив друг друга установлены две вертикальные колонки механизма резания 3, который
представляет собой два электродвигателя с укрепленными на них торцовыми нон евыми головками.
Для быстрой остановки головок, обладающих значительной массой, на задней части
электродвигателей смонтированы муфты торможения противотоком.
Электродвигатели укреплены на салазках, которые имеют возможность перемещаться по направляющим справа налево, вверх и вниз.
В правой части станины / на площадке закреплен привод системы 4 полуавтоматической настройки на заданный размер, представляющий собой фланцевый электродвигатель, соединенный муфтой с червячным редуктором, от
которого получает вращение ходовой винт. Ходовой винт связан гайкой с суппортом-, который перемещается по направляющим станины, На задней части суппорта закреплена планка с откидными и неподвижными регулируеНа станине / справа и слева от планки с упорами закреплены два конечных выключателя.
Спереди и сзади режущих головок на Г-образных кронштейнах установлепы пневмоцилиндры с обрезиненными роликами на штоках. На этих же кронштейнах расположены два распределительных пневмоклапана 5, с помош,ью которых осуш.ествляется автоматический прижим обрабатываемого фзтора.
В передней части станка к правой стойке конвейерной цепи прикреплена ось базировочного устройства 6. На конце оси нарезана резьба, на которую навинчен подвижной кронштейн со съемным упором. На осп расположена пружина, один конец которой закреплен на кронштейне.
Между конвейерными цепями в передней части станка на фундаменте закреплен пневмоцодъемный рычажный механизм загрузки 7. Его основанием служит швеллер, на конце которого на поворотной площадке укреплен ппевмоцилиндр, шарнирно связанный с подъемным рычагом. На верхнем конце последнего имеется поворотная площадка для установки футора, на нижнем - ось, с помощью которой его крепят к основанию. Движением пневмо.цилпндра управляет пневмоклапан.
В задней части станка установлен наклонный стол 8 для разгрузки.
Обработка футора осуществляется следующим образом.
Для точной установки обрабатываемого футора приводят в движение механизм перемещения суппорта, нажимая на кнопку пульта управления. На пути суппорта встречается конечный выключатель, который при встрече с упором, отрегулированным на определенный размер, останавливает суппорт в строго заданном месте. Съемный упор базировочного устройства 6 устанавливают на размер обрабатываемого футора. После настройки станка включают с пульта управления электродвигатели торцовых .ножевых головок механизма резания 3 п механизма подачи 2.
Футор устанавливают на рычаг механизма загрузки 7. Нажатием ногой на педаль пневмоклапана футор закладывают на направляйщне конвейерных цепей.
Но объемному упору базировочного устройства 6 футор фиксируется в поперечном направлении. Затем упоры конвейерных цепей перемещают его по направляющим к ножевым головкам. Футом при движении отклоняет базировочный упор вперед (в исходное положение )пор ВОЗ зращается пружиной). Далее футор поворачивает рычаг птае-вмоклапана, расположенный оправа. При этом два рОЛИка, опускаясь, прижимают края футора к налравЛЯЮЩ.ИМ и при его движении обкатываются по нему. Носле этото происходит одновременная обработка .футора с двух сторон.
Обработанная часть футора поворачивает рычаг второго пневмоклапана, и вторая пара роликов, опускаясь, прижимает футор к направляющим.
После прохода футора рычаги пневмоклапанов возвращаются в исходное положение.
Наконец футор поступает на разгрузку к наклонному столу, откуда он попадает на транспортирующее устройство. Партию футоров, обработапных с двух сторон точно в размер, возвращают для окончательной отделки.
Предмет изобретения
1.Станок для обработки футора пианино по периметру, включающий станину, механизмы резания, подачи и поперечного перемещения суппорта и механизм перемещения футора, отличающийся тем, что, с целью достижения геометрической точности обработки футора, станок выполнен с автоматической путевой системой прижима, а механизм поперечного перемещения суппорта выполнен с конечными выключателями и регулируемыми неподвижными и откидными упорами.
2.Станок по п. 1, отличающийся тем, что автоматическая путевая система прижима выполнена в виде двух пар обрезиненных роликов, которые закреплены на штоках пневмоцилиндров, и двух пневмоклапанов, каждый из которых снабжен рычагом с пружиной. ПП-Фиг. 1 
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ФУТОРАПИАНИНО | 1964 |
|
SU161217A1 |
| Станок для закругления ребер деревянных корпусов | 1982 |
|
SU1055645A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Станок для резки стеклянных труб | 1985 |
|
SU1468875A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |