Изобретение относится к произвол ству сборного бетона и железобетона Известна двухъярусная поточно ко вейерная линия для изготовления желе зобетонных изделий, содержащая формы вагонетки, расположенные в верхнем и нижнем ярусах конвейеры, оси которых параллельны, смещены в плане относительно друг друга и соединены по торцам наклонными основаниями с установленнш«т на них подъемниками -с нижателями, перемещаемыми по рельсовому пути 1. Однако на такой возможно изготовление только плоских железобетонных изделий. Наиболее близким к изобретению техническим решением является двухъярусная поточно-конвейерная линия для изготовления железобетонных изде лий, содержащая формы-вагонетки, ко вейеры, расположенные в верхнем и нижнем ярусах, подъемники-снижатели, объединяющие по концам эти конвейеры в замкнутую линию, технологические посты с оборудованием,для подготовки форм-вагонеток и их формования, размещенные на верхнем ярусе, термокамеру в нижнем ярусе и механизмы, для перемещения форм-вагонеток . Однако и эта линия имеет ограниченные технологические возможности - на ней также возможно изготовление только плоских железобетонных изделий. Для изготовления объемных изделий требуется сооружение специальных стендов, что приводит к необходимости использования до-полнительных производственных площадей и усложнению технологии производства железобетонных изделий. Целью изобретения является расширение технологических возможностей линии. Это достигается тем, что предлагаемая двухъярусная поточно-конвейерная линия снабжена П-образны Чи формами-вагонетками, установленными полками вниз в направлении оси конвейеров, и подвижными монтажными площадками , расположенными между формами-вагонетками на верхнем конвейере, а каждый из подъемников-снижатёлей снабжен дополнительной подъемно-опускной рамой с приводами для установки монтажных площадок на формы-вагонетки пяред термокамерой н снятия их после термокамеры. На фиг.1 схематично изображена Описываемая линия, общий вид; на
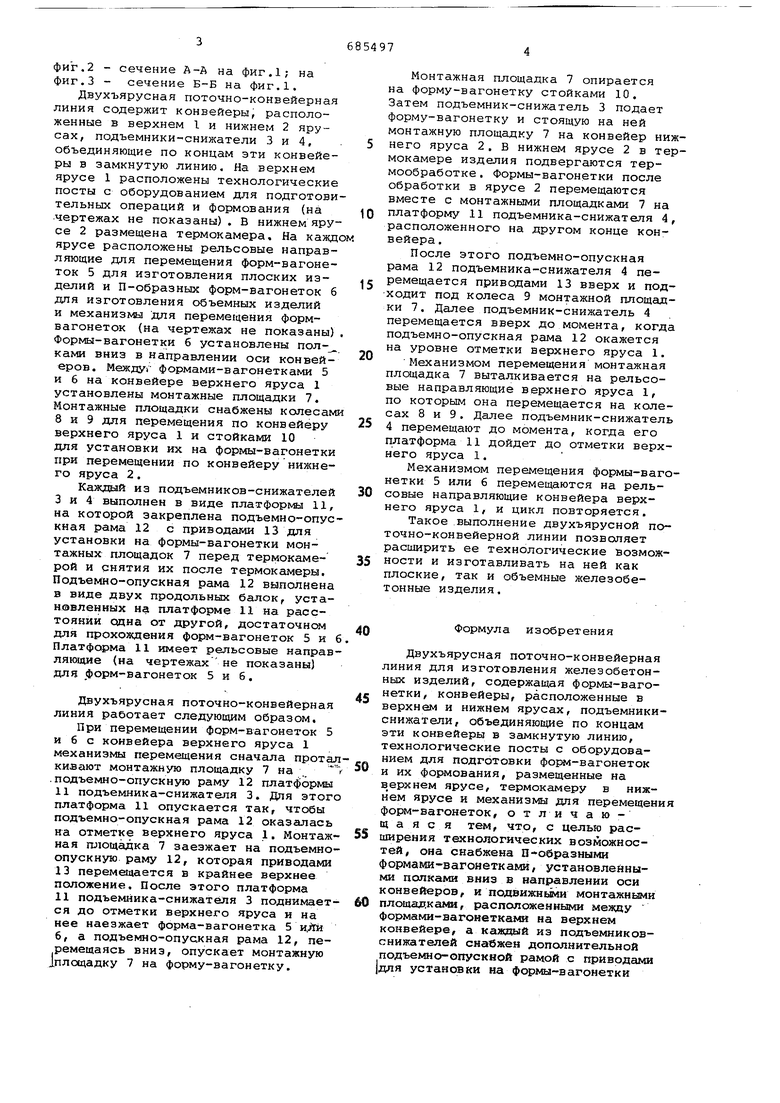
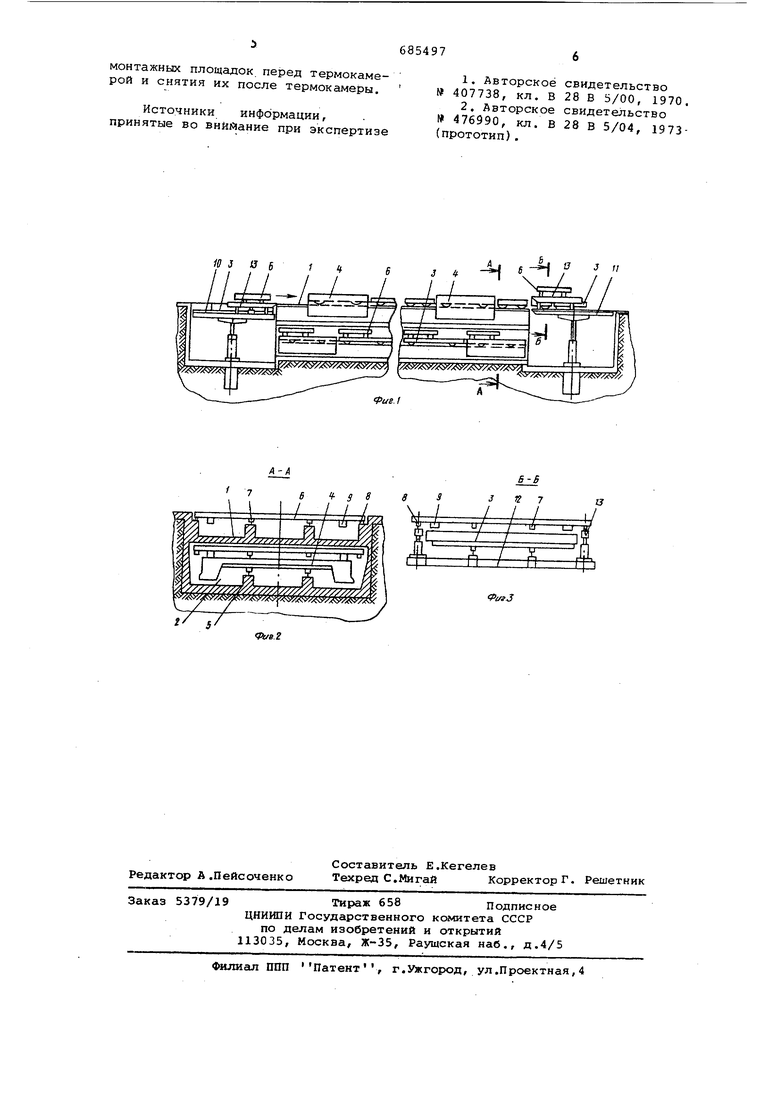
фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1.
Двухъярусная поточно-конвейерная линия содержит конвейеры, расположенные в верхнем I и нижнем 2 ярусах, подъемники-снижатели 3 и 4, объединяющие по концам эти конвейеры в замкнутую линию. На верхнем ярусе 1 расположены технологические посты с оборудованием для подготовительных операций и формования (на чертежах не показаны). В нижнем ярусе 2 размещена термокамера. На каждо ярусе расположены рельсовые направляющие для перемещения форм-вагонеток 5 для изготовления плоских изделий и П-образных форм-вагонеток 6 для изготовления объемных изделий и механизмы для перемещения формвагонеток (на чертежах не показаны). Формы-вагонетки б установлены полками вниз в направлении оси конвейеров. Междуг формами-вагонетками 5 и 6 на конвейере верхнего яруса 1 установлены монтажные площадки 7. Монтажные площадки снабжены колесами 8 и 9 для перемещения по конвейеру верхнего яруса 1 и стойками Ю для установки их на формы-вагонетки при перемещении по конвейерунижнего яруса 2.
Каждый из подъемников-снижателей 3 и 4 выполнен в виде платфор щ 11, на которой закреплена подъемно-опускная рама 12 с приводами 13 для установки на формы-вагонетки монтажных площадок 7 перед термокамерой и снятия их после термокамеры. Подъемно-опускная рама 12 выполнена в виде двух продольных балок, установленных на платформе 11 на расстоянии одна от другой, достаточном для прохождения форм-вагонеток 5 и Платформа 11 имеет рельсовые направлякадие (на чертежах не показаны) для форм-вагонеток 5 и 6,
Двухъярусная поточно-конвейерная линия работает следующим образом.
При перемещении форм-вагонеток 5 и б с конвейера верхнего яруса 1 механизмы перемещения сначала протакивают монтажную площадку 7 на . .подъемно-опускную раму 12 11 подъемника-снижателя 3. Для этог платформа 11 опускается так, чтобы подъемно-опускная рама 12 оказалась на отметке верхнего яруса 1. Монтажная площадка 7 заезжает на подъемноопускную раму 12, которая приводами 13 перемещается в крайнее верхнее положение. После этого платформа 11 подъемника-снижатеЛя 3 поднимается до отметки верхнего яруса и на нее наезжает форма-вагонетка 5 и/Тй 6, а подъемно-опускная рама 12, перемещаясь вниз, опускает монтажную 1площадку 7 на форму-вагонетку.
Монтажная площадка 7 опирается на форму-вагонетку стойками 10. Затем подъемник-снижатель 3 подает форму-вагонетку и стоящую на ней монтажную площадку 7 на конвейер нижнего яруса 2. В нижнем ярусе 2 в термокамере изделия подвергаются термообработке . Формы-вагонетки после обработки в ярусе 2 перемещаются вместе с монтажными площадками 7 на
0 платформу 11 подъемника-снижателя 4, расположенного на другом конце конвейера .
После этого подъемно-опускная рама 12 подъемника-снижателя 4 пег ремещается приводами 13 вверх и подходит под колеса 9 монтажной площадки 7. Далее подъемник-снижатель 4 перемещается вверх до момента, когда подъемно-опускная рама 12 окажется на уровне отметки верхнего яруса 1. Механизмом перемещения монтажная плоцадка 7 выталкивается на рельсовые направляющие верхнего яруса 1, по которым она перемещается на колесах 8 и 9. Далее подъемник-снижатель
5 4 перемещают до момента, когда его платформа 11 дойдет до отметки верхнего яруса 1.
Механизмом перемещения формы-вагонетки 5 или б перемещаются на рель0 совые направляющие конвейера верхнего яруса 1, и цикл повторяется.
Такое выполнение двухъярусной поточно-конвейерной линии позволяет расширить ее технологические возмож5 ности и изготавливать на ней как плоские, так и объемные железобетонные изделия.
Формула изобретения
Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий, содержащая формы-ваго- нетки, конвейеры, расположенные в верхнем и нижнем ярусах, подъемникиснижатели, объединяющие по концам эти конвейеры в замкнутую линию, технологические посты с оборудованием для подготовки форм-вагонеток и их формования, размещенные на в ерхнем ярусе, термокамеру в нижнем ярусе и механизмы для перемещения фор -вагонеток, отличающаяся тем, что, с целью рас5 ширеиня технологических возможностей, она снабжена П-образными формами-вагонетками, установлейными папками вниз в направлении оси конвейеров, и ПОДВИЖНЕФШ монтажными
0 площадками, расположенными меязду формами-вагоиетка ш на верхнем конвейере, а каждый из подъемниковснижателей снабжен дополнительной подъемно-опускной рамой с приводами |для установки на формы-вагонетки
монтажных площадок перед термокамерой и снятия их после термокамеры.
Источники информации, принятые во внййание при экспертизе
свидетельство
28 В 5/00, 1970,
свидетельство
28 В 5/04, 1973 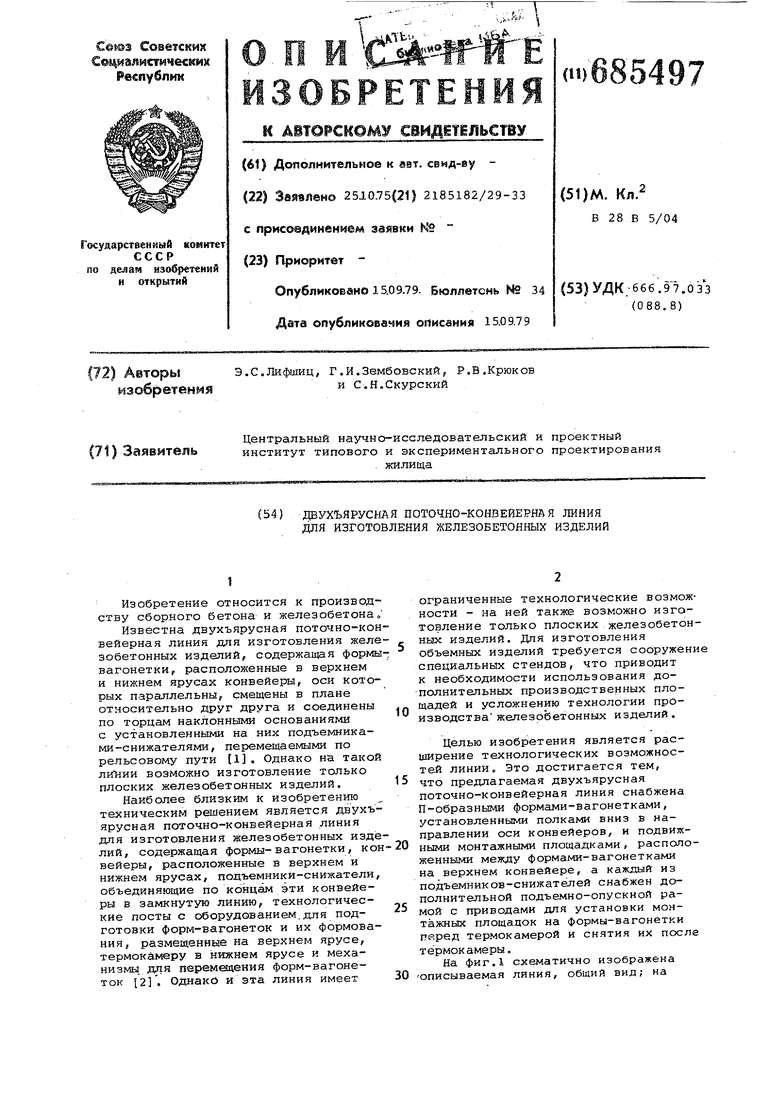
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Подъемник-снижатель | 1979 |
|
SU850388A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU476165A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Двухъярусная конвентерная линия для изготовления железобетонных изделий | 1981 |
|
SU977173A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
143 а ъ f
А-А
f 7
/ 7/
5%/s2
в 3 It
S-S
12 7
13 I I
/ ../.
/
77
f I ft
iaJ
