Известны устройства для нодачи абразивного круга к изделию, работающие при активном контроле размера изделия.
Предложенное устройство для подачи абразивного Круга к изделию, устанавливаемое на шлифовальных или доводочных станках, обеспечивающее косвенный контроль размера изделия и компенсацию износа абразивного круга, содержащее приводной электродвигатель, командные рычаги, электрические конечные выключатели и упор, отличается тем, что командные рычаги выполнены поворотными, взаимодействующими с электрическими конечными выключателями, и установлены на приводном винте, а для изменения цикла работы устройство снабжено регулируемым упором и электрическим конечным выключателем. Это повышает точность 0 бра:ботки.
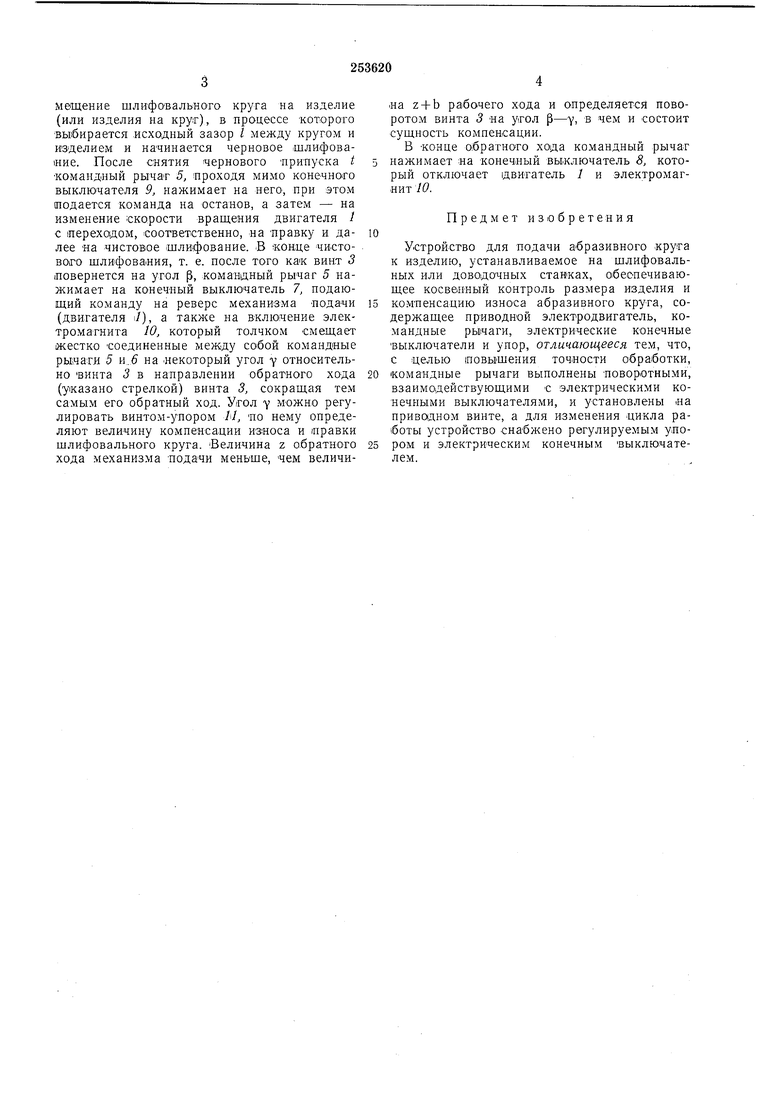
На чертеже показано описываемое устройство. Оно состоит из электродвигателя 1, червячного редуктора 2, винта 3 подачи, гайки 4, жестко связанной с перемещаемым органом станка, например с бабкой изделия или шлифовальной бабкой, двух командных рычагов 5. и 6, сидящих на винте 3 подачи и жвстко соединяемых между собой в процессе наладки, конечных выключателей 7 и 8, установленных неподвижно относительно корпуса механизма подачи, на которые воздействуют рычати 5 к 6 соответственно в конце рабочего и
обратного хода, конечного выключателя 9, установленного относительно конечного выключателя 7 на угол Л в соответствии с величиной чистового припуска, электромагнита 10, воздействующего на командные рычаги 5 и 6, упора // регулирующего величину компенсации износа и правки шлифовального круга. Устройство для подачи абразивного круга устанавливают в исходное положение, при котором между рабочей поверхностью шлифовального круга и обрабатываемой поверхностью изделия имеется некоторый зазор /. В этом положении командный рычаг 6 устанавливают на винте 3 подачи таким образом,
чтобы он нажимал на конечный выключатель 8. Командный рычаг 5 устанавливается относительно рычага 6 на некоторый угол а, косвенно определяюший величину полного рабочего хода с учетом первоначального зазора / между кругом и шлифуемой поверхностью, припуска t на обработку, а также уменьшения радиуса шлифовального круга на величину b в результате его износа и правки в течение цикла обработки. После установки
рычага 5 и 6 их жестко соединяют между собой.
При включении двигателя / приводится во вращение винт 3 подачи в направлении рабочего хода (указано стрелкой) вместе с рымещение шлифовальното круга на изделие (или изделия на круг), в процессе которого выбирается .исходный зазор / между кругом и изделием и начинается черновое шлифова«ие. После снятия чернового нрипуска t командный рычат 5, проходя мимо конечного выключателя 9, нажимает на него, при этом подается команда на останов, а затем - на изменение скорости вращения двигателя 1 с переходом, соответственно, на правку и далее яа чистовое шлифование. В конце чистового шлифования, т. е. после того как винт 3 повернется на угол р, командный рычаг 5 нажимает на конеч-ный выключатель 7, подающий команду на реверс механизма подачи (двигателя i/), а также на включение электромагнита 10, который толчком смещает жестко соединенные между собой командные рынаги 5 и.6 на -некоторый угол Y относительно винта 3 в направлении обратного хода (указано стрелкой) винта 3, сокращая тем самым его обратный ход. Угол Y можно регулировать винтом-упором //, по нему определяют величину компенсации износа и правки шлифовального круга. -Величина z о:братного хода механизма подачи меньше, чем величина z + b рабочего хода и определяется поворотом винта 3 па угол р-YI в чем и состоит сущность компенсации.
В конце обратного хода ко.мандный рычаг нажимает на конечный выключатель 8, который отключает двигатель / и электромагнит 10.
Предмет изобретения
Устройство для подачи абразивного круга к изделию, устанавливаемое на шлифовальных или доводочных станках, обеспечивающее косвенный контроль размера изделия и
ко.мпенсацию износа абразивного круга, содержащее приводной электродвигатель, командные рычаги, электрические конечные выключатели и упор, отличающееся тем, что, с целью повышения точности обработки,
командные рычаги выполнены поворотными, взаимодействующими с электрическими конечными выключателями, и установлены на привадном винте, а для изменения цикла работы устройство снабжено регулируемым упором и электрическим конечным выключателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ПОДАЧ ШЛИФОВАЛЬНОГО СТАНКА | 1973 |
|
SU363575A1 |
| УСТРОЙСТВО РАДИАЛЬНОЙ ПОДАЧИ БАБКИ ИЗДЕЛИЯ | 1969 |
|
SU253612A1 |
| Механизм поперечных подач кругло-шлифОВАльНОгО CTAHKA | 1979 |
|
SU837819A1 |
| Плоскошлифовальный станок с числовым программным управлением | 1981 |
|
SU1007946A2 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| Способ управления процессом шлифования | 1980 |
|
SU963837A2 |

